Wave soldering plays a decisive role in fixing components on Printed Circuit Board during PCB Assembly process. As manufacturing technology gradually goes upgrading and people's environmental protection awareness takes off, wave soldering is further classified into lead wave soldering and lead-free wave soldering. Content difference will definitely bring about differences in terms of manufacturing technologies just in order to ensure optimal quality. As a result, it's of much significance to get aware of difference between soldering technologies used in lead and lead-free wave soldering.
Solder Content Contrast
• Commonly-used solder in lead wave soldering is
a. Eutectic solder: Sn37Pb. It performs as a single homogeneous phase whose melting temperature is 183°C, mixed by two phases (Sn and Pb) with different melting points.
b. Solder: Sn36Pb2Ag. A little Ag is mixed in SnPb solder for the following two aims:
Aim#1: It can decrease solder's melting temperature such as Sn36Pb2Ag whose melting temperature is 179°C, improve diffusivity and soldering strength and make solder joints beautifully shining. This type of solder works suitably for quartz crystal units, ceramic devices, thermistor, thick-film devices, Integrated Circuits (ICs) and components with Ag plated on.
Aim#2: To stop solder and Ag from mutual diffusion on base metal, Ag needs to be added to solder in advance. As a result, Ag can be stopped from diffusion on ceramic and mica and Ag layer can't be peeled off, which is the leading application feature of this type of solder.
• Commonly-used solder in lead-free wave soldering is
a. Alloy Sn3.0Ag0.5Cu (briefed as SAC305). It is right now an element that is most widely applied in industries with its melting temperature range from 217°C to 220°C. Sn3.8Ag0.7Cu (briefed as SAC387) is a monocrystal element of SnAgCu alloy with a melting temperature of 217°C.
b. Alloy Sn0.7Cu. As a monocrystal element of SnCu-serial alloy, Sn0.7Cu features its melting temperature of 227°C which is 9°C higher than that of SAC305. Therefore, when soldering temperature exceeds 250°C, it won't be suitable for reflow soldering any more.
Process Window for Wave Soldering
• Lead Wave Soldering
a. About eutectic solder of Sn37Pb:
1). Wave soldering temperature. When it comes to the soldering temperature of Sn37Pb eutectic alloy, it should be 37°C higher than melting temperature. Thus, theoretical soldering temperature is 220°C (183°C plus 37°C).
Soldering temperature is not equivalent to that of solder bath in soldering process. During the overall process of wave soldering, melting temperature is inter-temperature between solder bath temperature and soldered working temperature. To ensure excellent wettability of solder, after it reaches the lowest wettability temperature, solder bath temperature has to be further improved to approximate 250°C to compensate for other thermal loss so that thermal balance can be achieved in wave soldering.
2). Wave soldering time . To get optimal wave soldering effect, a solder joint should be soaked in wave solder for 2 to 4 seconds.
b. When it comes to solder of Sn36Pb2Ag, its wave soldering process window can be set with Sn37Pb solder as a reference.
• Lead-Free Wave Soldering
Temperature selection of lead-free wave soldering is a significant method to overcome insufficient wettability of lead-free solder. In accordance with the best wettability temperature range during wave soldering, it's a usual case that temperature should be selected which is 50°C higher than highest melting temperature. Accordingly, the usually-used recommended lead-free solder processing window is depicted as below for best wettability capturing.
a. About solder of SAC305:
1). Wave soldering temperature: 250°C to 260°C
2). Wave soldering time: recommended time period is 3 to 5 seconds
b. About alloy Sn0.7Cu:
1). Wave soldering temperature: 260°C to 270°C
2). Wave soldering time: equivalent to SAC305
Flux and Preheating
|
Item
|
Lead Wave Soldering
|
Lead-Free Wave Soldering
|
Flux Type and
Coated Weight |
1. Organic acid alcohol base no-cleaning flux is used in lead wave soldering with low activity.
2. Used flux content should be controlled within the range from 300 to 750mg/dm2. |
1. Organic acid water base flux is used in lead-free wave soldering with high activity.
2. Coated weight is equivalent to that used in lead wave soldering. |
| Preheating Temperature |
At the end of preheating, surface temperature of PCB should be controlled within the range from 70 to 80°C. |
At the end of preheating, surface temperature of PCB should be controlled within the range from 100 to 130°C. |
| Preheating Mode |
One to three preheating zones can be applied based on practical situations with each preheating zone being 600mm long.
1. In the first preheating zone, medium wave wavelength IR heating unit is applied, capable of providing agreeable IR energy and wavelength to activate active substances in flux and stopping solvent from being vaporized from material at the beginning phase.
2. The second and third preheating zones take advantage of forcing convection heating so that excessive solvent can be eliminated before going through wave soldering. |
One to four preheating zones can be applied based on practical situations with each preheating zone being 600mm long.
1. In the first preheating zone, medium wave wavelength IR heating unit is applied, capable of providing agreeable IR energy and wavelength to activate active substances in flux and stopping solvent from being vaporized from material at the beginning phase.
2. The second to the fourth preheating zones take advantage of forcing convection heating so that excessive water can be eliminated before going through wave soldering. |
Wave Soldering Time-Temperature Curve
Wave soldering technology process parameters concentrate on time-temperature curve of wave soldering.
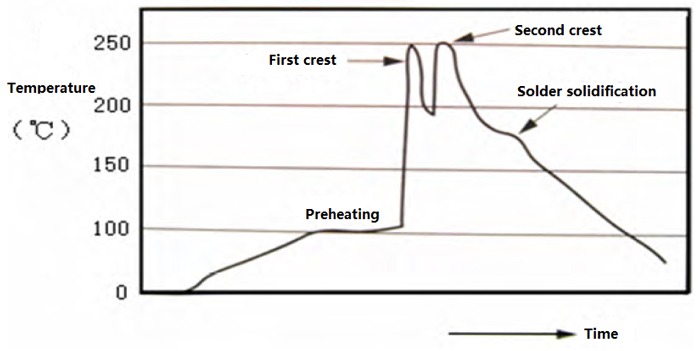
• Lead Wave Soldering
Time-temperature curve is indicated below when solder Sn37Pb is used as solder in wave soldering.
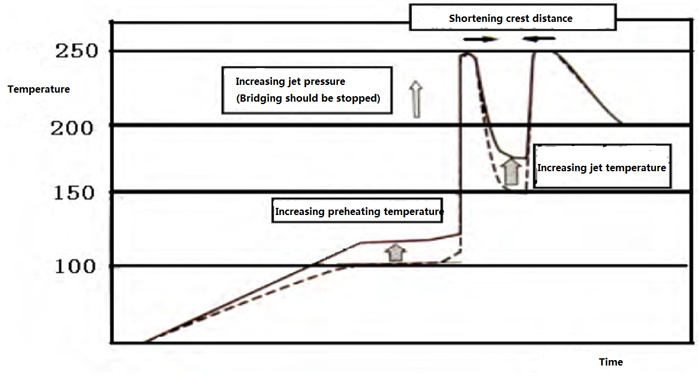
• Lead-Free Wave Soldering
Since lead-free solder such as SAC305 features worse wettability than Sn37Pb, thru-hole defects tend to be caused when through-hole components are going through wave soldering. As a result, some modifications have to be made on time-temperature curve for lead-free wave soldering, which is indicated as the figure below.
Copper Impurity Control in Wave Soldering
In solder bath of wave soldering, as the content of copper changes by 0.2(wt)%, liquid phase temperature will change by 6°C at most. Such a large change will lead liquid solder to a large modification in terms of performance inconsistency. Furthermore, solder liquidity becomes decreasing, damaging mechanical functions of wave process with soldering defects uprising such as bridging. As a result, control on impurity copper in solder bath is significantly important.
• Lead Wave Soldering
Control on copper in solder bath of lead wave soldering is based on the following two physical phenomenon:
a. Density difference. As copper element is melted in solder bath, it will then exist as a form of metal chemical compound of Cu6Sn5. Since density of Sn37Pb is 8.5g/cm3 and that of Cu6Sn5 8.3 g/cm3, the latter floats on the surface of liquid Sn37Pb in solder bath.
b. Melting point difference. Melting point of Cu6Sn5 is 5 to 10°C higher than that of Sn37Pb and is 5 to 10°C higher than that of SnPb. As a result, solder bath temperature can be decreased below melting point temperature of Cu6Sn5 and then special tools are used to pick up bronze of copper and tin that will be later eliminated. Finally, original ecology solder with high purity will be leveraged to supplement solder bath.
• Lead-Free Wave Soldering
During the process of lead-free wave soldering, when copper as impurity reaches 1.55(wt)% in solder bath, solder is suggested to be upgraded. Because once this value is exceeded, most lead-free alloy wettability will dramatically go down.
a. As far as lead-free wave soldering is concerned, SnCu chemical compound Cu6Sn5 with density 8.3g/cm3 which is higher than both SnAgCu and SnCu, leading SnCu chemical compound Cu6Sn5 fails to be floated by being scattered in liquid solder with so many soldering defects generated.
b. As far as lead-free wave soldering is concerned, when the speed of copper melting into solder bath and copper that is taken from solder bath by PCB counteract with dilution effect of newly-suppled solder, copper content in solder bath will reach dynamic balance and soldering has to be carried out immediately under the protection of nitrogen.
PCBCart Offers Lead Soldering and Lead-Free Soldering Manufacturing Techniques For PCB Assembly
We understand different projects require different soldering techniques. To meet all demands of clients, we offer both Lead Soldering and Lead-Free Soldering Manufacturing Techniques for printed circuit boards assembly. Want to know how much your PCB Assembly work cost? Click the following button to get a PCBA quote, it does not cost you a penny!
Request PCB Assembly Quote - Lead/Lead-Free Soldering
Helpful Resources
• Full Feature PCB Manufacturing Service
• Advanced PCB Assembly Service with Multiple Value-Added Options
• Lead Free PCB Manufacturing Technology Introduction
• Comparison between Lead Soldering and Lead-Free Soldering Manufacturing Procedure in PCBA
• Reliability Comparison between Lead and Lead-Free Solder Joints












