電子技術が急速に発展するにつれて、電子製品は小型化の傾向を示し、重量とコストは劇的に削減されています。SMT(表面実装技術)実装に関して言えば、SMC(表面実装部品)のほとんどは、自動装置であるリフロー炉で行われるリフローはんだ付けによってPCBに実装されます。SMT実装は高度に自動化されているものの、その製造プロセスにおいて手はんだ付けは依然として非常に必要とされています。そこで本稿では、SMT実装における手はんだ付けの重要性と、そのためのいくつかのコツについて紹介します。
SMT実装の利点
a. 高い実装密度
従来のスルーホール部品と比較して、チップ部品は基板表面上の占有面積をより小さく抑えることができます。さらに、SMT実装の適用により、電子製品は体積で60%、重量で75%の小型化が実現されます。
b. 高い信頼性
チップ部品は、小型で軽量であるため、高い信頼性と耐衝撃性を備えています。はんだ付けおよび実装には自動化生産が用いられており、高い信頼性が確保されています。そのため、電子製品の約90%がSMT実装によって生産されています。
c. 高周波
チップ部品はリードを持たないため、寄生インダクタンスと寄生キャパシタンスの両方が低減され、周波数特性が向上します。
d. コスト削減
チップ部品の急速な進歩と広範な応用により、チップ部品のコストも高速で低下し、チップ抵抗器はスルーホール抵抗器と同じ価格になっています。SMT実装は、全体の製造工程を簡素化し、製造コストを削減します。SMCに関して言えば、そのリードは再配置、曲げ、切断を行う必要がないため、生産工程全体が短縮され、製造効率が向上します。SMT実装を適用すると、全体の製造コストは30%から50%まで削減することができます。
SMT実装とTHT実装の比較
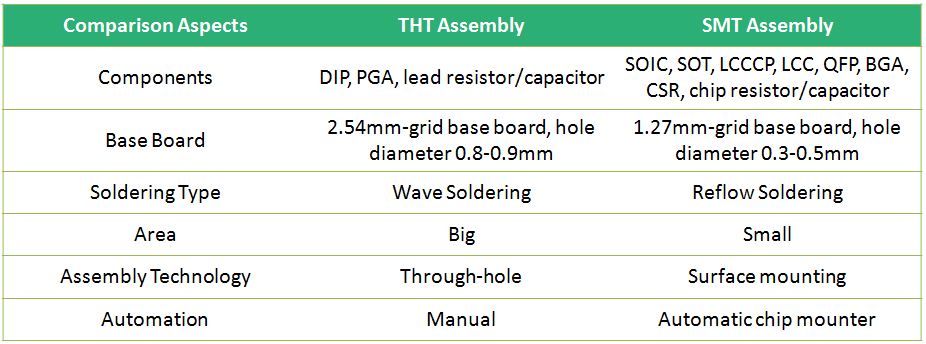
SMT実装の特徴は、SMT実装とTHT(スルーホール技術)実装を比較することで完全に示すことができます。実装技術に基づくと、SMT実装とTHT実装の本質的な違いは、部品の実装方法とスルーホールの有無の違いにあります。さらに、両者は基板、部品、装置、はんだ接合部および実装技術など、いくつかの側面においても異なっており、それらは以下の表にまとめることができます。
SMT と THT の違いは、実際には部品構造やリード形状を含む部品タイプの違いに由来します。SMT 実装製造ではリードなしまたは短リードの部品が使用されるため、SMT と THT の本質的な違いは、部品および PCB の形状が完全には同じではなく、部品が PCB に固定される方法も異なるという点にあります。
SMT部品の手はんだ付けにおける基本要件
要件#1:はんだ付け材料
より細い錫線を使用する必要があり、直径が0.5mmから0.6mmの範囲にあるアクティブな錫線が望ましい。はんだペーストも使用できるが、低腐食性で残渣のないノークリンフラックスを特徴としていなければならない。
要件#2:工具および設備
恒温はんだごてと専用のピンセットを使用してください。恒温はんだごての出力は20W未満でなければなりません。
要件#3:オペレーター
作業者は、SMT検査およびはんだ付けに関する十分な技術を習得している必要があります。一定の実務経験を積んでいなければなりません。
要件4:運用規程
SMT組立の工程では、厳格な作業規定を実施しなければなりません。
SMC 手はんだ付けで一般的に使用される工具および機器
・ピンセット
ピンセットは、SMC 用に特別に使用される一種のはんだ付け工具です。SMC の両端子をピンセットでつかむことで、部品のはんだ付けを容易に完了できます。
・定温はんだごて
恒温はんだごては、温度を制御できるこて先を備えたはんだごてです。
恒温はんだごては、一定の加熱を維持し、電力を半分節約でき、さらに温度の立ち上がりが速いことから使用されています。
・はんだごて用の特殊ヒーティングヘッド
はんだごてにさまざまなサイズの専用加熱ヘッドを装着することで、QFP、ダイオード、トランジスタ、IC など、リード数の異なる多数の SMC を PCB 上にはんだ付けすることができます。
・真空錫吸い取りガン
真空はんだ吸い取りガンは主に、はんだ吸い取りガンと真空ポンプで構成されています。はんだ吸い取りガンの先端は中空のはんだごてチップで、加熱が可能です。
・熱風はんだ付けテーブル
熱風を熱源とする半自動装置の一種として、熱風はんだ付けテーブルは、はんだごてよりも便利にSMCを容易にはんだ付けすることができます。さらに、熱風はんだ付けテーブルは、多種多様な部品のはんだ付けにも対応できます。
SMC 手動はんだ付けチップ
・抵抗器、コンデンサーおよびダイオードのはんだ付けのコツ
まず、パッド上でハンダを溶かし、ハンダごてはハンダが溶けた状態を保つためにパッドから離しすぎないようにします。次に、ピンセットを使って部品をパッドの上に配置します。最後に、一方の端子をハンダ付けし、その後でもう一方の端子をハンダ付けします。
・QFPはんだ付け用チップ
まず、IC を対応する位置に配置し、IC 上の 3 本のリードを固定するために少量のはんだペーストを使用して、チップを正確に固定できるようにします。次に、リードにフラックスを均一に塗布し、それぞれのリードにはんだ付けを行います。はんだ付けの過程でリード間にブリッジが発生した場合は、そのブリッジ部分に少量のフラックスを塗布する必要があります。
・熱風はんだ付けテーブル用アプリケーションチップ
ホットエアはんだ付け台は、はんだごてよりもはるかに便利に使用でき、多種多様な部品に対応することができます。IC はホットエアはんだ付け台で実装できますが、はんだ線の代わりに、はんだとしてペーストはんだを使用する必要があります。まず手作業でパッド上にペーストはんだを塗布します。SMC を配置した後、ホットエアノズルを用いてチップに沿って素早く移動させることで、すべてのパッドが均一に加熱され、はんだ付けが完了します。
従来のはんだ付け方法として、手動はんだ付けは技術がどれほど発展しようとも、電子機器製造において依然として重要な役割を果たしています。SMT実装は、高実装密度、高い生産効率、低コスト、高信頼性、そして幅広い用途により、主要な実装方式となっています。自動はんだ付けと手動はんだ付けを組み合わせることで、電子機器製造に対して必ずや積極的な効果をもたらすでしょう。