Das Wellenlöten spielt eine entscheidende Rolle bei der Befestigung von Bauteilen auf Leiterplatten während des PCB-Montageprozesses. Mit dem fortschreitenden technologischen Fortschritt in der Fertigung und dem zunehmenden Umweltbewusstsein der Menschen wird das Wellenlöten weiter in bleihaltiges und bleifreies Wellenlöten unterteilt. Unterschiedliche Inhaltsstoffe führen zwangsläufig zu Unterschieden in den Fertigungstechnologien, um eine optimale Qualität zu gewährleisten. Daher ist es von großer Bedeutung, die Unterschiede zwischen den beim bleihaltigen und bleifreien Wellenlöten verwendeten Löttechnologien zu kennen.
Lötmittelgehaltskontrast
• Das in der Wellenlötung mit Blei häufig verwendete Lot ist
a. Eutektisches Lot: Sn37PbEs verhält sich wie eine einzelne homogene Phase mit einem Schmelzpunkt von 183°C, die aus zwei Phasen (Sn und Pb) mit unterschiedlichen Schmelzpunkten gemischt ist.
b. Lot: Sn36Pb2Ag. Eine kleine Menge Ag wird dem SnPb-Lot aus folgenden zwei Gründen beigemischt:
Ziel#1: Es kann die Schmelztemperatur des Lots senken, wie zum Beispiel bei Sn36Pb2Ag, dessen Schmelztemperatur 179°C beträgt, die Diffusionsfähigkeit und Lötfestigkeit verbessern und die Lötstellen schön glänzend machen. Diese Art von Lot eignet sich besonders für Quarzkristalleinheiten, keramische Bauteile, Thermistoren, Dickschichtbauteile, integrierte Schaltkreise (ICs) und Komponenten mit versilberter Oberfläche.
Ziel#2: Um die gegenseitige Diffusion von Lot und Ag auf dem Grundmetall zu verhindern, muss Ag dem Lot im Voraus zugesetzt werden. Dadurch kann die Diffusion von Ag auf Keramik und Glimmer gestoppt werden und die Ag-Schicht kann nicht abgelöst werden, was das wichtigste Anwendungsmerkmal dieses Lotes ist.
• Häufig verwendetes Lot beim bleifreien Wellenlöten ist
a. Legierung Sn3.0Ag0.5Cu (abgekürzt als SAC305). Es ist derzeit ein Element, das in der Industrie am weitesten verbreitet ist, mit einem Schmelztemperaturbereich von 217°C bis 220°C. Sn3.8Ag0.7Cu (abgekürzt als SAC387) ist ein Einkristallelement der SnAgCu-Legierung mit einer Schmelztemperatur von 217°C.
b. Legierung Sn0,7Cu. Als monokristallines Element der SnCu-Serienlegierung weist Sn0.7Cu einen Schmelzpunkt von 227°C auf, was 9°C höher ist als bei SAC305. Daher ist es bei Löttemperaturen über 250°C für das Reflow-Löten nicht mehr geeignet.
Prozessfenster für Wellenlöten
• Wellenlöten mit Blei
a. Über eutektisches Lot aus Sn37Pb:
1). WellenlöttemperaturWenn es um die Löttemperatur der Sn37Pb-Eutektikum-Legierung geht, sollte diese 37°C über der Schmelztemperatur liegen. Daher beträgt die theoretische Löttemperatur 220°C (183°C plus 37°C).
Die Löttemperatur entspricht nicht der Temperatur des Lötbads im Lötprozess. Während des gesamten Wellenlötprozesses liegt die Schmelztemperatur zwischen der Temperatur des Lötbads und der Arbeitstemperatur des Lötvorgangs. Um eine ausgezeichnete Benetzbarkeit des Lots zu gewährleisten, muss nach Erreichen der niedrigsten Benetzungstemperatur die Temperatur des Lötbads weiter auf etwa 250°C erhöht werden, um andere Wärmeverluste auszugleichen, sodass beim Wellenlöten ein thermisches Gleichgewicht erreicht werden kann.
2). WellenlötzeitUm einen optimalen Wellenlöt-Effekt zu erzielen, sollte eine Lötstelle 2 bis 4 Sekunden lang im Wellenlot getaucht werden.
b. Bei dem Lot Sn36Pb2Ag kann das Prozessfenster für das Wellenlöten unter Bezugnahme auf das Lot Sn37Pb festgelegt werden.
• Bleifreies Wellenlöten
Die Temperaturauswahl beim bleifreien Wellenlöten ist eine wichtige Methode, um die unzureichende Benetzbarkeit von bleifreiem Lot zu überwinden. Entsprechend dem optimalen Temperaturbereich für die Benetzbarkeit beim Wellenlöten sollte üblicherweise eine Temperatur gewählt werden, die 50°C über der höchsten Schmelztemperatur liegt. Dementsprechend ist das üblicherweise empfohlene Prozessfenster für bleifreies Löten nachfolgend dargestellt, um die beste Benetzbarkeit zu erreichen.
a. Über das Löten mit SAC305:
1). Wellenlöttemperatur: 250°C bis 260°C
2). Wellenlötzeit: Empfohlene Zeitspanne beträgt 3 bis 5 Sekunden
b. Über die Legierung Sn0.7Cu:
1). Wellenlöttemperatur: 260°C bis 270°C
2). Wellenlötzeit: entspricht SAC305
Fluss und Vorwärmung
|
Artikel
|
Wellenlöten mit Blei
|
Bleifreies Wellenlöten
|
Flusstyp und
Beschichtetes Gewicht |
1. Organische Säure-Alkohol-BasisNo-Clean-Fluxwird beim Wellenlöten mit Blei bei geringer Aktivität verwendet.
2. Der Gehalt an verwendetem Flussmittel sollte im Bereich von 300 bis 750 mg/dm kontrolliert werden.2. |
1. Organische Säure-Wasserbasis-Flussmittel wird beim bleifreien Wellenlöten mit hoher Aktivität verwendet.
2. Das beschichtete Gewicht entspricht dem beim Wellenlöten mit Blei verwendeten. |
| Vorwärmtemperatur |
Am Ende des Vorheizens sollte die Oberflächentemperatur der Leiterplatte im Bereich von 70 bis 80°C liegen. |
Am Ende des Vorheizens sollte die Oberflächentemperatur der Leiterplatte im Bereich von 100 bis 130°C liegen. |
| Vorheizmodus |
Je nach praktischer Situation können ein bis drei Vorheizzonen eingesetzt werden, wobei jede Vorheizzone 600 mm lang ist.
1. In der ersten Vorheizzone wird eine IR-Heizeinheit mit mittlerer Wellenlänge eingesetzt, die in der Lage ist, geeignete IR-Energie und Wellenlänge bereitzustellen, um die aktiven Substanzen im Flussmittel zu aktivieren und zu verhindern, dass das Lösungsmittel in der Anfangsphase aus dem Material verdampft.
2. Die zweite und dritte Vorheizzone nutzen die erzwungene Konvektionsheizung, sodass überschüssiges Lösungsmittel entfernt werden kann, bevor der Wellenlötprozess erfolgt. |
Je nach praktischer Situation können ein bis vier Vorheizzonen eingesetzt werden, wobei jede Vorheizzone 600 mm lang ist.
1. In der ersten Vorwärmzone wird eine IR-Heizeinheit mit mittlerer Wellenlänge eingesetzt, die in der Lage ist, geeignete IR-Energie und Wellenlänge bereitzustellen, um die aktiven Substanzen im Flussmittel zu aktivieren und zu verhindern, dass das Lösungsmittel in der Anfangsphase aus dem Material verdampft.
2. Die zweite bis vierte Vorheizzone nutzt erzwungene Konvektionsheizung, sodass überschüssiges Wasser entfernt werden kann, bevor das Wellenlöten erfolgt. |
Wellenlötzeit-Temperaturkurve
Die Prozessparameter der Wellenlöttechnologie konzentrieren sich auf die Zeit-Temperatur-Kurve des Wellenlötens.
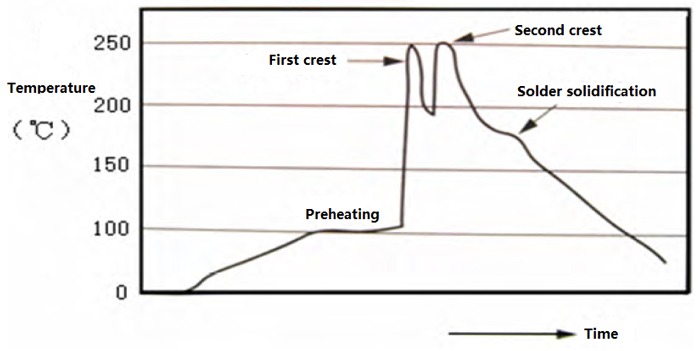
• Wellenlöten mit Blei
Die Zeit-Temperatur-Kurve ist unten angegeben, wenn Sn37Pb als Lötzinn beim Wellenlöten verwendet wird.
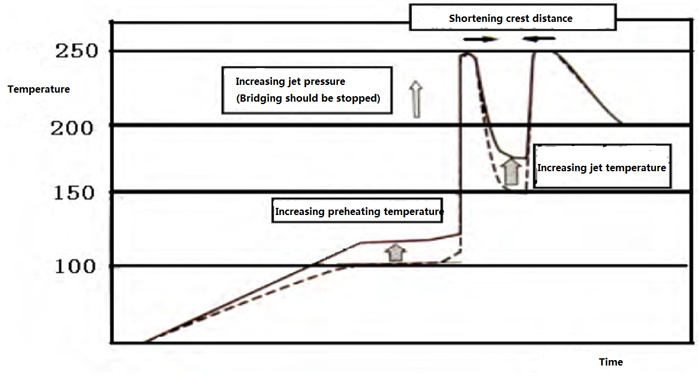
• Bleifreies Wellenlöten
Da bleifreies Lot wie SAC305 eine schlechtere Benetzbarkeit als Sn37Pb aufweist, neigen Durchsteckfehler dazu, bei der Wellenlötung von Durchsteckbauteilen aufzutreten. Daher müssen einige Anpassungen an der Zeit-Temperatur-Kurve für das bleifreie Wellenlöten vorgenommen werden, wie in der untenstehenden Abbildung dargestellt.
Kupferverunreinigungskontrolle beim Wellenlöten
Im Lötbad des Wellenlötens führt eine Veränderung des Kupfergehalts um 0,2 Gewichtsprozent dazu, dass sich die Liquidustemperatur um bis zu 6°C ändert. Eine derart große Veränderung bewirkt eine erhebliche Modifikation der Leistungskonsistenz des flüssigen Lots. Darüber hinaus nimmt die Fließfähigkeit des Lots ab, was die mechanischen Funktionen des Wellenlötprozesses beeinträchtigt und zu Lötfehlern wie Brückenbildung führt. Daher ist die Kontrolle des Kupfergehalts als Verunreinigung im Lötbad von entscheidender Bedeutung.
• Wellenlöten mit Blei
Die Kontrolle des Kupfergehalts im Lötbad beim Wellenlöten mit Blei basiert auf den folgenden zwei physikalischen Phänomenen:
a. DichteunterschiedDa das Kupferelement im Lötbad geschmolzen wird, liegt es anschließend in Form einer metallischen chemischen Verbindung von Cu vor.6Sn5. Da die Dichte von Sn37Pb 8,5 g/cm beträgt3und das von Cu6Sn58,3 g/cm3, letzterer schwimmt auf der Oberfläche von flüssigem Sn37Pb im Lötbad.
b. Schmelzpunktdifferenz. Schmelzpunkt von Cu6Sn5ist 5 bis 10 °C höher als die von Sn37Pb und ist 5 bis 10 °C höher als die von SnPb. Dadurch kann die Temperatur des Lötbads unter den Schmelzpunkt von Cu6Sn5 gesenkt werden, und anschließend werden spezielle Werkzeuge verwendet, um die Bronze aus Kupfer und Zinn aufzunehmen, die später entfernt wird. Schließlich wird ursprüngliches, hochreines Lot verwendet, um das Lötbad aufzufüllen.
• Bleifreies Wellenlöten
Während des bleifreien Wellenlötens wird empfohlen, das Lot zu erneuern, wenn der Kupfergehalt als Verunreinigung im Lötbad 1,55 Gewichtsprozent erreicht. Denn sobald dieser Wert überschritten wird, nimmt die Benetzbarkeit der meisten bleifreien Legierungen drastisch ab.
a. Was das bleifreie Wellenlöten betrifft, SnCu chemische Verbindung Cu6Sn5mit einer Dichte von 8,3 g/cm3was höher ist als sowohl SnAgCu als auch SnCu, was zur Bildung der chemischen Verbindung SnCu führt6Sn5kann nicht aufgeschwommen werden, da es in flüssigem Lot verstreut ist und dabei zahlreiche Lötfehler entstehen.
b. Was das bleifreie Wellenlöten betrifft, so wird der Kupfergehalt im Lötbad ein dynamisches Gleichgewicht erreichen, wenn die Geschwindigkeit, mit der Kupfer in das Lötbad schmilzt, und das durch die Leiterplatte aus dem Lötbad entfernte Kupfer den Verdünnungseffekt des neu zugeführten Lots ausgleichen. Das Löten muss dann sofort unter Stickstoffschutz durchgeführt werden.
PCBCart bietet Lötverfahren mit Blei und bleifreie Löttechniken für die Leiterplattenbestückung an.
Wir verstehen, dass verschiedene Projekte unterschiedliche Löttechniken erfordern. Um allen Anforderungen unserer Kunden gerecht zu werden, bieten wir sowohl bleihaltige als auch bleifreie Lötverfahren für die Leiterplattenbestückung an. Möchten Sie wissen, wie viel Ihre Leiterplattenbestückung kostet? Klicken Sie auf die folgende Schaltfläche, um ein PCBA-Angebot zu erhalten – es kostet Sie keinen Cent!
Angebot für Leiterplattenbestückung anfordern – bleihaltiges/bleifreies Löten
Hilfreiche Ressourcen
•Umfassender Leiterplatten-Fertigungsservice
•Fortschrittlicher Leiterplattenbestückungsservice mit zahlreichen Mehrwertoptionen
•Einführung in die bleifreie Leiterplattenfertigungstechnologie
•Vergleich zwischen bleihaltigem Löten und bleifreiem Löten im Herstellungsprozess von PCBA
•Zuverlässigkeitsvergleich zwischen bleihaltigen und bleifreien Lötverbindungen












