La soldadura por ola desempeña un papel decisivo en la fijación de componentes en la placa de circuito impreso durante el proceso de ensamblaje de PCB. A medida que la tecnología de fabricación se va actualizando gradualmente y la conciencia de protección ambiental de las personas despega, la soldadura por ola se clasifica además en soldadura por ola con plomo y soldadura por ola libre de plomo. La diferencia en el contenido sin duda dará lugar a diferencias en las tecnologías de fabricación, con el fin de garantizar una calidad óptima. Como resultado, es de gran importancia conocer la diferencia entre las tecnologías de soldadura utilizadas en la soldadura por ola con plomo y sin plomo.
Contraste de contenido de soldadura
• La soldadura de uso común en la soldadura por ola de plomo es
a. Soldadura eutéctica: Sn37PbActúa como una única fase homogénea cuya temperatura de fusión es de 183 °C, mezclada por dos fases (Sn y Pb) con diferentes puntos de fusión.
b. Soldadura: Sn36Pb2AgSe mezcla una pequeña cantidad de Ag en la soldadura SnPb con los dos objetivos siguientes:
Objetivo n.º 1: Puede disminuir la temperatura de fusión de la soldadura, como en el caso de Sn36Pb2Ag cuya temperatura de fusión es de 179 °C, mejorar la difusividad y la resistencia de la soldadura y hacer que las uniones de soldadura brillen con un acabado atractivo. Este tipo de soldadura es adecuado para unidades de cristal de cuarzo, dispositivos cerámicos, termistores, dispositivos de película gruesa, circuitos integrados (IC) y componentes con recubrimiento de Ag.
Objetivo n.º 2: Para evitar la difusión mutua entre la soldadura y la Ag en el metal base, es necesario añadir Ag a la soldadura de antemano. Como resultado, se puede impedir la difusión de Ag en la cerámica y la mica y la capa de Ag no puede desprenderse, lo cual es la principal característica de aplicación de este tipo de soldadura.
• La soldadura de uso común en la soldadura por ola sin plomo es
a. Aleación Sn3.0Ag0.5Cu (abreviada como SAC305). En este momento es un elemento que se aplica ampliamente en la industria, con un rango de temperatura de fusión de 217 °C a 220 °C. Sn3.8Ag0.7Cu (abreviado como SAC387) es un elemento monocristalino de la aleación SnAgCu con una temperatura de fusión de 217 °C.
b. Aleación Sn0.7CuComo elemento monocristalino de la aleación de la serie SnCu, el Sn0.7Cu presenta una temperatura de fusión de 227 °C, que es 9 °C más alta que la del SAC305. Por lo tanto, cuando la temperatura de soldadura supera los 250 °C, ya no será adecuada para la soldadura por refusión.
Ventana de proceso para la soldadura por ola
• Soldadura por ola con plomo
a. Sobre la soldadura eutéctica de Sn37Pb:
1). Temperatura de soldadura por ola. En cuanto a la temperatura de soldadura de la aleación eutéctica Sn37Pb, debe ser 37°C más alta que la temperatura de fusión. Por lo tanto, la temperatura teórica de soldadura es de 220°C (183°C más 37°C).
La temperatura de soldadura no es equivalente a la del baño de soldadura en el proceso de soldadura. Durante todo el proceso de soldadura por ola, la temperatura de fusión es una temperatura intermedia entre la temperatura del baño de soldadura y la temperatura de trabajo de la pieza a soldar. Para garantizar una excelente humectabilidad de la soldadura, después de que alcance la temperatura mínima de humectabilidad, la temperatura del baño de soldadura debe incrementarse aún más hasta aproximarse a 250 °C para compensar otras pérdidas térmicas, de modo que se pueda lograr el equilibrio térmico en la soldadura por ola.
2). Tiempo de soldadura por ola. Para obtener un efecto óptimo de soldadura por ola, una unión de soldadura debe estar sumergida en la ola de soldadura durante 2 a 4 segundos.
b. En cuanto a la soldadura Sn36Pb2Ag, su ventana de proceso de soldadura por ola puede establecerse tomando como referencia la soldadura Sn37Pb.
• Soldadura por ola sin plomo
La selección de la temperatura en la soldadura por ola sin plomo es un método importante para superar la humectabilidad insuficiente de la soldadura sin plomo. De acuerdo con el rango de temperatura de mejor humectabilidad durante la soldadura por ola, es habitual seleccionar una temperatura que sea 50 °C superior a la temperatura máxima de fusión. En consecuencia, la ventana de proceso recomendada y de uso habitual para la soldadura sin plomo se muestra a continuación para lograr la mejor humectabilidad.
a. Acerca de la soldadura SAC305:
1). Temperatura de soldadura por ola: de 250°C a 260°C
2). Tiempo de soldadura por ola: se recomienda un período de 3 a 5 segundos
b. Acerca de la aleación Sn0.7Cu:
1). Temperatura de soldadura por ola: de 260°C a 270°C
2). Tiempo de soldadura por ola: equivalente a SAC305
Flujo y precalentamiento
|
Artículo
|
Soldadura por ola con plomo
|
Soldadura por ola sin plomo
|
Tipo de flujo y
Peso recubierto |
1. Base de alcohol de ácido orgánicoflux sin limpiezase utiliza en la soldadura por ola de plomo con baja actividad.
2. El contenido de fundente usado debe controlarse dentro del rango de 300 a 750 mg/dm2. |
1. Se utiliza un flux de base acuosa de ácido orgánico en la soldadura por ola sin plomo con alta actividad.
2. El peso del recubrimiento es equivalente al utilizado en la soldadura por ola de plomo. |
| Temperatura de precalentamiento |
Al final del precalentamiento, la temperatura de la superficie de la PCB debe controlarse dentro del rango de 70 a 80 °C. |
Al final del precalentamiento, la temperatura de la superficie de la PCB debe controlarse dentro del rango de 100 a 130 °C. |
| Modo de precalentamiento |
Se pueden aplicar de una a tres zonas de precalentamiento según las condiciones prácticas, siendo cada zona de precalentamiento de 600 mm de longitud.
1. En la primera zona de precalentamiento se aplica una unidad de calentamiento por IR de longitud de onda media, capaz de proporcionar una energía IR y una longitud de onda adecuadas para activar las sustancias activas del flux y evitar que el disolvente se vaporice del material en la fase inicial.
2. Las segunda y tercera zonas de precalentamiento aprovechan la calefacción por convección forzada para que el exceso de disolvente pueda eliminarse antes de pasar por la soldadura por ola. |
Se pueden aplicar de una a cuatro zonas de precalentamiento según las situaciones prácticas, siendo cada zona de precalentamiento de 600 mm de longitud.
1. En la primera zona de precalentamiento se aplica una unidad de calentamiento por IR de longitud de onda media, capaz de proporcionar una energía IR y una longitud de onda adecuadas para activar las sustancias activas del flux y evitar que el disolvente se vaporice del material en la fase inicial.
2. La segunda a la cuarta zona de precalentamiento aprovechan la calefacción por convección forzada para que el exceso de agua pueda eliminarse antes de pasar por la soldadura por ola. |
Curva de tiempo-temperatura de soldadura por ola
Los parámetros del proceso de la tecnología de soldadura por ola se concentran en la curva tiempo‑temperatura de la soldadura por ola.
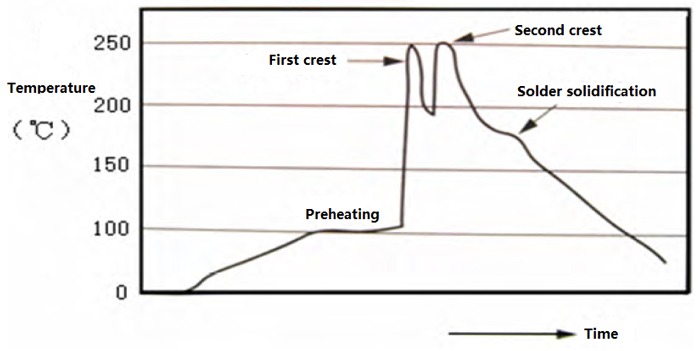
• Soldadura por ola con plomo
La curva tiempo‑temperatura se indica a continuación cuando se utiliza Sn37Pb como soldadura en el proceso de soldadura por ola.
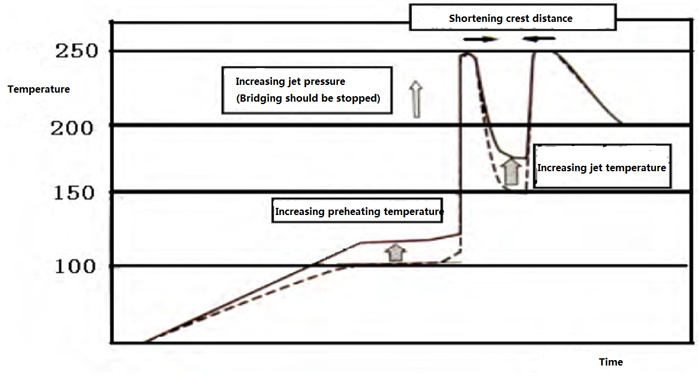
• Soldadura por ola sin plomo
Dado que la soldadura libre de plomo como SAC305 presenta una humectabilidad peor que Sn37Pb, los defectos en orificios pasantes tienden a producirse cuando los componentes de orificio pasante pasan por la soldadura por ola. Como resultado, es necesario realizar algunas modificaciones en la curva tiempo‑temperatura para la soldadura por ola libre de plomo, lo cual se indica en la figura siguiente.
Control de impurezas de cobre en la soldadura por ola
En el baño de soldadura por ola, cuando el contenido de cobre cambia en un 0,2 % en peso, la temperatura de la fase líquida puede variar hasta 6 °C como máximo. Un cambio tan grande provocará una modificación considerable en el rendimiento de la soldadura líquida en términos de inconsistencia. Además, la fluidez de la soldadura disminuye, perjudicando las funciones mecánicas del proceso de ola y dando lugar a defectos de soldadura como el puenteado. Como resultado, el control del cobre como impureza en el baño de soldadura es sumamente importante.
• Soldadura por ola con plomo
El control del cobre en el baño de soldadura de ola con plomo se basa en los siguientes dos fenómenos físicos:
a. Diferencia de densidad. A medida que el elemento cobre se funde en el baño de soldadura, existirá entonces en forma de compuesto químico metálico de Cu6Sn5. Dado que la densidad de Sn37Pb es de 8,5 g/cm3y la de Cu6Sn58,3 g/cm3, este último flota en la superficie del Sn37Pb líquido en el baño de soldadura.
b. Diferencia de punto de fusión. Punto de fusión del Cu6Sn5es de 5 a 10 °C más alta que la de Sn37Pb y es de 5 a 10 °C más alta que la de SnPb. Como resultado, la temperatura del baño de soldadura puede reducirse por debajo de la temperatura de fusión de Cu6Sn5 y luego se utilizan herramientas especiales para recoger el bronce de cobre y estaño que será eliminado posteriormente. Finalmente, se aprovechará soldadura de ecología original con alta pureza para complementar el baño de soldadura.
• Soldadura por ola sin plomo
Durante el proceso de soldadura por ola sin plomo, cuando el cobre como impureza alcanza el 1,55 % en peso en el baño de soldadura, se recomienda renovar la soldadura. Porque una vez que se supera este valor, la humectabilidad de la mayoría de las aleaciones sin plomo disminuirá drásticamente.
a. En lo que respecta a la soldadura por ola sin plomo, compuesto químico SnCu Cu6Sn5con una densidad de 8,3 g/cm3que es más alto que tanto SnAgCu como SnCu, lo que lleva al compuesto químico SnCu Cu6Sn5no logra flotar al dispersarse en la soldadura líquida, generando tantos defectos de soldadura.
b. En lo que respecta a la soldadura por ola sin plomo, cuando la velocidad a la que el cobre se disuelve en el baño de soldadura y el cobre que es extraído del baño de soldadura por la PCB contrarrestan el efecto de dilución de la soldadura recién suministrada, el contenido de cobre en el baño de soldadura alcanzará un equilibrio dinámico y la soldadura debe realizarse de inmediato bajo la protección de nitrógeno.
PCBCart ofrece técnicas de fabricación de soldadura con plomo y soldadura sin plomo para el ensamblaje de PCB
Entendemos que diferentes proyectos requieren distintas técnicas de soldadura. Para satisfacer todas las demandas de los clientes, ofrecemos tanto técnicas de fabricación con soldadura con plomo como con soldadura libre de plomo para el ensamblaje de placas de circuito impreso. ¿Quieres saber cuánto cuesta tu trabajo de ensamblaje de PCB? Haz clic en el siguiente botón para obtener una cotización de PCBA, ¡no te costará ni un centavo!
Solicitar cotización de ensamblaje de PCB - Soldadura con plomo/sin plomo
Recursos útiles
•Servicio completo de fabricación de PCB
•Servicio avanzado de ensamblaje de PCB con múltiples opciones de valor añadido
•Introducción a la tecnología de fabricación de PCB sin plomo
•Comparación entre el procedimiento de fabricación de soldadura con plomo y soldadura sin plomo en PCBA
•Comparación de la fiabilidad entre uniones de soldadura con plomo y sin plomo












