À mesure que les pistes sur les PCB (Printed Circuit Board, ou cartes de circuits imprimés) prêtes à être utilisées pour l’assemblage SMT (Surface Mount Technology, ou technologie de montage en surface) deviennent plus fines, que les composants sont miniaturisés et que les CMS (Composants Montés en Surface, SMDs – Surface Mount Devices) sont assemblés à haute densité, l’inspection visuelle est très loin d’être suffisante pour répondre aux exigences de contrôle qualité de l’assemblage SMT. Par conséquent, l’AOI (Automated Optical Inspection, ou inspection optique automatisée) est de plus en plus couramment utilisée dans l’assemblage SMT comme méthode clé pour inspecter la qualité des joints de soudure formés au cours du procédé d’assemblage SMT. De plus, l’AOI a été appliquée dans des domaines d’application plus vastes et sa technologie d’inspection devient progressivement plus avancée et optimisée. À l’heure actuelle, le système AOI évolue vers l’intelligentisation en tant que mode d’inspection utilisé dans l’assemblage SMT.
Logique de fonctionnement de la technologie AOI
Bien que la technologie AOI ait été utilisée sous différentes formes dans l’assemblage SMT, elles partagent la même logique de fonctionnement, à savoir que des méthodes optiques sont utilisées pour capturer l’image de la cible inspectée, puis l’inspection, l’analyse et le jugement peuvent être effectués d’une certaine manière. La méthode d’inspection, d’analyse et de jugement couramment utilisée dans le système AOI comprend la méthode DRC (Design Rule Check) et la méthode de comparaison de données CAD (Computer-Aided Design).
•Méthode DRC
La méthode DRC est utilisée pour inspecter le motif de conception sur la base de certaines règles données. Par exemple, le motif de circuit de PCB est inspecté conformément à la règle selon laquelle toutes les lignes doivent s’appuyer sur des joints de soudure comme terminaux, toutes les lignes doivent avoir la même largeur et l’espacement doit être égal ou supérieur à une valeur réglementée. La méthode DRC est capable de garantir la validité du motif du point de vue algorithmique. En outre, la méthode DRC présente certains avantages, notamment une configuration aisée, un traitement à grande vitesse, un faible volume de programmation et un faible stockage de données. Par conséquent, le système AOI dépend principalement de la méthode DRC.
L’inconvénient évident du DRC réside dans sa faiblesse à déterminer la capacité de frontière, et la position de la frontière doit être déterminée en concevant une méthode particulière.
•Méthode de comparaison de données CAO
La méthode de comparaison de données CAO est utilisée pour comparer les motifs d’images numériques stockés dans le système AOI avec les motifs d’images réels qui sont capturés afin de synthétiser le résultat de l’inspection. La précision de cette méthode dépend de la précision de l’inspection, de la définition et de l’ensemble des procédures d’inspection, et peut être élevée. Cependant, les inconvénients de cette méthode incluent un volume important de données capturées et des exigences élevées en matière de traitement des données en temps réel.
En comparant la méthode DRC et la méthode de comparaison des données CAO, cette dernière présente davantage d’avantages.
Fonctions d’inspection de la technologie AOI
La technologie AOI peut être utilisée pour effectuer des inspections sur les circuits imprimés nus, l’impression de pâte à braser, les composants et les joints de soudure.
L’inspection des circuits imprimés nus et des joints de soudure dépend généralement d’un instrument AOI indépendant et ces inspections ne sont pas effectuées en temps réel. L’inspection de la pâte à braser et des composants dépend généralement de l’instrument AOI associé à l’imprimante de pâte à braser et au poseur de composants, et ces inspections sont effectuées en temps réel. Par exemple, une imprimante de pâte à braser avancée est actuellement capable de réaliser des inspections en temps réel de l’épaisseur d’impression et de l’affaissement des bords d’impression grâce au système AOI associé.
Les éléments d’AOI pour les circuits imprimés nus couvrent les coupures, les dérivations, les rayures, les trous d’épingle, l’espacement et le tracé des lignes, la rugosité des bords et les défauts de zones massives. Les éléments d’AOI pour les joints de soudure couvrent l’agencement et la courbure des broches, les composants manquants, les mauvais positionnements, le sens de pose des composants, le nombre de composants, la qualité des joints de soudure, etc. Lorsque le système d’AOI détecte des composants non conformes, des signaux sont généralement envoyés aux opérateurs, qui peuvent alors les remplacer par des composants conformes et empêcher que les erreurs ne provoquent des catastrophes en production de masse.
Structure typique d’un système AOI
•Système AOI pour circuits imprimés nus
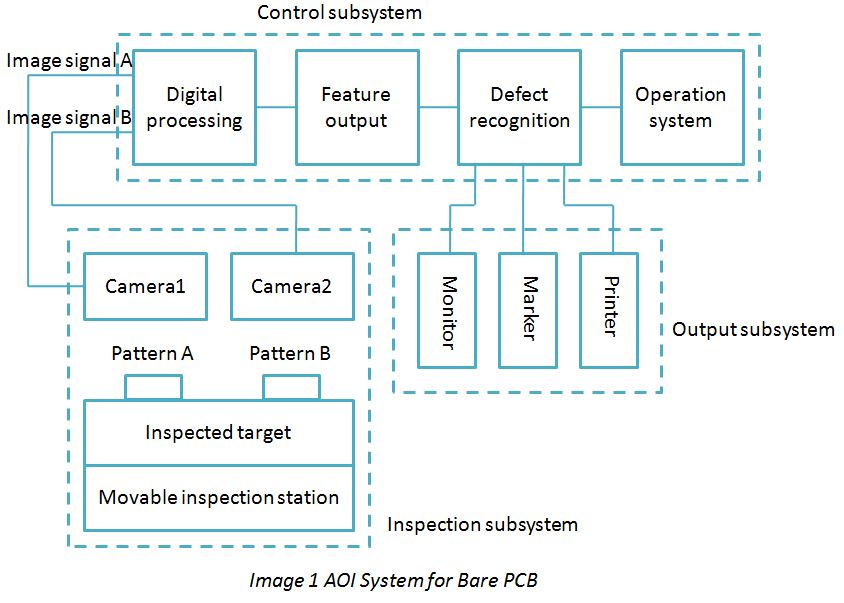
L’image 1 ci-dessous illustre le système AOI pour les circuits imprimés nus.
Sur la base des règles de conception AOI, ce système ajoute une fonction de comparaison et prévoit deux caméras. Le sous-système d’inspection utilise un capteur d’image 1D pour capturer des images des pistes sur les PCB, et les signaux d’image sont envoyés au sous-système de contrôle après correction et conversion A/N haute vitesse. Le sous-système de contrôle porte ensuite un jugement sur les défauts, et le balayage est effectué en déplaçant les stations d’inspection le long d’une ligne droite de l’avant vers l’arrière afin que les capteurs d’image puissent obtenir des signaux de sortie d’image 2D. Des marques à l’encre seront apposées en temps réel sur les défauts des PCB, et les défauts peuvent être agrandis et affichés sur le moniteur afin de permettre une inspection visuelle.
Le fonctionnement du système peut être mis en œuvre sous forme de dialogue sur le moniteur, et le sous-système de sortie se compose d’un moniteur d’images numériques, d’un moniteur d’images réelles, d’une imprimante et d’un synchroscope. Le système permet d’afficher respectivement sur les moniteurs des images numériques en couleur et des images réelles, avec possibilité d’impression des résultats. De plus, les formes d’onde des signaux d’image et le niveau de découpe numérique peuvent être observés au moyen du synchroscope. La vitesse d’inspection de ce type de système peut atteindre plusieurs mètres par minute, la résolution minimale peut être de l’ordre du micromètre et la largeur minimale de ligne ainsi que l’espacement entre les lignes peuvent être de l’ordre de quelques micromètres.
•Système AOI pour les joints de soudure
Le principe de fonctionnement du système AOI pour les joints de soudure consiste à utiliser des caméras optiques pour capturer des images 3D des joints de soudure, lesquelles sont ensuite comparées, après traitement des données, aux images de joints de soudure de référence, afin de déterminer et de préciser la catégorie et la position des défauts.
•Système AOI pour l’impression de pâte à braser
Le système AOI pour l’impression de pâte à braser se compose d’une caméra et d’un système à fibres optiques x-y. La caméra est installée sur un plateau x-y avec une fibre optique se déplaçant dans la direction x-y, ce qui permet d’obtenir l’image complète du PCB.
Dans le processus d’impression de la pâte à braser, celle-ci est pressée dans les ouvertures du pochoir par la lame de raclage et l’effet idéal devrait être que l’épaisseur de la pâte à braser soit équivalente à celle du pochoir. Lorsque le pochoir est retiré du PCB, certains changements se produisent au niveau du bord de la pâte à braser.
Le système d’inspection de pâte à braser repose sur une fibre optique annulaire et un réflecteur annulaire pour projeter une lumière oblique sur la pâte à braser, tandis qu’une caméra capture des images dans l’axe direct de la fibre optique annulaire, de sorte que la partie périphérique de la pâte à braser puisse être mesurée et que l’épaisseur de la pâte à braser puisse être déterminée. Cette inspection établit son jugement en transformant les formes en variations optiques. Même dans des conditions d’impression ordinaires, certaines protubérances se forment sur les bords, produisant de fortes réflexions.
Obtenir le service AOI auprès de PCBCart
PCBCart fournitAOIservice aux clients commandant soitPCBetPCBAde PCBCart. Mieux encore, c’est totalement GRATUIT ! De plus, les clients peuvent s’attendre àService d’inspection par rayons Xde PCBCart pour garantir davantage la qualité et les performances de vos produits.