La soudure à la vague joue un rôle décisif dans la fixation des composants sur les circuits imprimés (PCB) au cours du processus d’assemblage. À mesure que la technologie de fabrication progresse et que la conscience environnementale des populations s’accroît, la soudure à la vague se divise en soudure à la vague au plomb et soudure à la vague sans plomb. Les différences de composition entraînent inévitablement des différences au niveau des technologies de fabrication, afin de garantir une qualité optimale. Il est donc particulièrement important de comprendre les différences entre les technologies de brasage utilisées pour la soudure à la vague au plomb et sans plomb.
Contraste de teneur en soudure
• La brasure couramment utilisée dans le brasage à la vague au plomb est
a. Soudure eutectique : Sn37PbIl se comporte comme une seule phase homogène dont la température de fusion est de 183 °C, composée de deux phases (Sn et Pb) ayant des points de fusion différents.
b. Soudure : Sn36Pb2AgUne petite quantité d’Ag est mélangée à la brasure SnPb pour les deux objectifs suivants :
Objectif n°1 : Il peut abaisser la température de fusion de la brasure, comme le Sn36Pb2Ag dont la température de fusion est de 179 °C, améliorer la diffusivité et la résistance de brasage et rendre les joints de brasure brillants et esthétiques. Ce type de brasure convient particulièrement aux unités à cristal de quartz, aux dispositifs céramiques, aux thermistances, aux dispositifs à couches épaisses, aux circuits intégrés (CI) et aux composants plaqués argent.
Objectif n°2 : Pour empêcher la soudure et l’Ag de diffuser mutuellement dans le métal de base, il est nécessaire d’ajouter préalablement de l’Ag à la soudure. Ainsi, la diffusion de l’Ag dans la céramique et le mica peut être empêchée et la couche d’Ag ne peut pas se décoller, ce qui constitue la principale caractéristique d’application de ce type de soudure.
• La brasure couramment utilisée dans le brasage à la vague sans plomb est
a. Alliage Sn3.0Ag0.5Cu (abrégé en SAC305). Il s’agit actuellement de l’alliage le plus largement utilisé dans l’industrie, avec une plage de température de fusion allant de 217 °C à 220 °C. Sn3.8Ag0.7Cu (abrégé en SAC387) est un alliage monocrystal de SnAgCu avec une température de fusion de 217 °C.
b. Alliage Sn0.7CuEn tant qu’élément monocristallin de l’alliage de la série SnCu, le Sn0.7Cu se caractérise par une température de fusion de 227 °C, soit 9 °C de plus que celle du SAC305. Par conséquent, lorsque la température de brasage dépasse 250 °C, il ne convient plus au brasage par refusion.
Fenêtre de procédé pour la soudure à la vague
• Brasage à la vague au plomb
a. À propos de la brasure eutectique Sn37Pb:
1). Température de soudure à la vague. En ce qui concerne la température de brasage de l’alliage eutectique Sn37Pb, elle doit être supérieure de 37 °C à la température de fusion. Ainsi, la température de brasage théorique est de 220 °C (183 °C plus 37 °C).
La température de brasage n’est pas équivalente à celle du bain de soudure dans le processus de brasage. Pendant l’ensemble du processus de brasage à la vague, la température de fusion est une température intermédiaire entre la température du bain de soudure et la température de travail de la pièce soudée. Pour garantir une excellente mouillabilité de la soudure, après avoir atteint la température minimale de mouillabilité, la température du bain de soudure doit être encore augmentée pour s’approcher de 250 °C afin de compenser les autres pertes thermiques, de sorte qu’un équilibre thermique puisse être atteint lors du brasage à la vague.
2). Temps de soudure à la vaguePour obtenir un effet de soudure à la vague optimal, un joint de soudure doit être immergé dans la vague de soudure pendant 2 à 4 secondes.
b. Pour ce qui est de la brasure Sn36Pb2Ag, sa fenêtre de procédé de soudure à la vague peut être définie en prenant comme référence la brasure Sn37Pb.
• Brasage à la vague sans plomb
La sélection de la température pour la soudure à la vague sans plomb est une méthode importante pour surmonter l’insuffisance de mouillabilité de la brasure sans plomb. Conformément à la plage de température offrant la meilleure mouillabilité lors de la soudure à la vague, il est courant de choisir une température supérieure de 50 °C à la température de fusion la plus élevée. En conséquence, la fenêtre de procédé généralement recommandée pour la brasure sans plomb est illustrée ci-dessous afin d’obtenir une mouillabilité optimale.
a. À propos de la brasure SAC305:
1). Température de soudure à la vague : 250 °C à 260 °C
2). Temps de soudure à la vague : la durée recommandée est de 3 à 5 secondes
b. À propos de l’alliage Sn0.7Cu:
1). Température de soudure à la vague : 260 °C à 270 °C
2). Temps de soudure à la vague : équivalent au SAC305
Flux et préchauffage
|
Article
|
Brasage à la vague au plomb
|
Brasage à la vague sans plomb
|
Type de flux et
Poids couché |
1. Base alcoolique d’acide organiqueflux sans nettoyageest utilisé dans le brasage à la vague au plomb avec une faible activité.
2. La teneur en flux utilisé doit être contrôlée dans une plage de 300 à 750 mg/dm2. |
1. Le flux à base d’eau d’acides organiques est utilisé pour la soudure à la vague sans plomb avec une activité élevée.
2. Le poids du revêtement est équivalent à celui utilisé dans le brasage à la vague au plomb. |
| Température de préchauffage |
À la fin du préchauffage, la température de surface du PCB doit être maintenue dans une plage de 70 à 80 °C. |
À la fin du préchauffage, la température de surface du PCB doit être maintenue dans une plage comprise entre 100 et 130 °C. |
| Mode de préchauffage |
En fonction des conditions réelles, une à trois zones de préchauffage peuvent être appliquées, chaque zone de préchauffage ayant une longueur de 600 mm.
1. Dans la première zone de préchauffage, une unité de chauffage IR à ondes moyennes est utilisée, capable de fournir une énergie IR et une longueur d’onde appropriées pour activer les substances actives du flux et empêcher le solvant de se vaporiser du matériau dès la phase initiale.
2. Les deuxième et troisième zones de préchauffage tirent parti du chauffage par convection forcée afin que l’excès de solvant puisse être éliminé avant de passer au brasage à la vague. |
En fonction des besoins pratiques, une à quatre zones de préchauffage peuvent être utilisées, chacune ayant une longueur de 600 mm.
1. Dans la première zone de préchauffage, une unité de chauffage IR à ondes moyennes est utilisée, capable de fournir une énergie IR et une longueur d’onde appropriées pour activer les substances actives du flux et empêcher le solvant de se vaporiser du matériau dès la phase initiale.
2. Les deuxième à quatrième zones de préchauffage utilisent un chauffage par convection forcée afin d’éliminer l’excès d’eau avant de passer au brasage à la vague. |
Courbe temps-température de soudure à la vague
Les paramètres de procédé de la technologie de soudure à la vague se concentrent sur la courbe temps-température de la soudure à la vague.
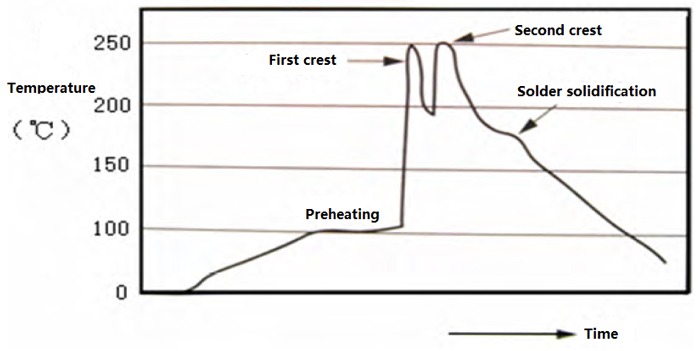
• Brasage à la vague au plomb
La courbe temps-température est indiquée ci-dessous lorsque la brasure Sn37Pb est utilisée comme soudure lors du brasage à la vague.
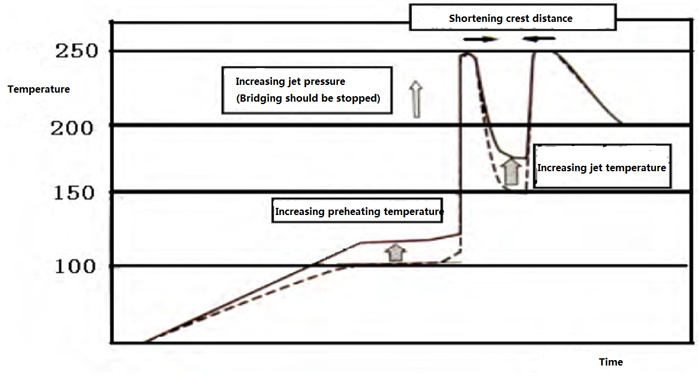
• Brasage à la vague sans plomb
Étant donné que les brasures sans plomb telles que la SAC305 présentent une mouillabilité inférieure à celle du Sn37Pb, des défauts de trous traversants ont tendance à se produire lorsque les composants traversants passent par la soudure à la vague. Par conséquent, certaines modifications doivent être apportées à la courbe temps-température pour la soudure à la vague sans plomb, comme l’indique la figure ci-dessous.
Contrôle des impuretés de cuivre dans le brasage à la vague
Dans le bain de soudure de la soudure à la vague, lorsque la teneur en cuivre varie de 0,2 % (en poids), la température de la phase liquide peut changer de 6 °C au maximum. Un changement aussi important entraîne une forte modification des performances de la soudure liquide en termes d’incohérence. De plus, la liquidité de la soudure diminue, ce qui détériore les fonctions mécaniques du procédé à la vague, avec l’apparition de défauts de soudure tels que les ponts. Par conséquent, le contrôle de la teneur en cuivre impur dans le bain de soudure est extrêmement important.
• Brasage à la vague au plomb
Le contrôle du cuivre dans le bain de soudure à la vague au plomb est basé sur les deux phénomènes physiques suivants :
a. Différence de densité. Comme l’élément cuivre est fondu dans le bain de soudure, il existera alors sous la forme d’un composé chimique métallique de Cu6Sn5. Puisque la densité du Sn37Pb est de 8,5 g/cm3et celle du Cu6Sn58,3 g/cm3, ce dernier flotte à la surface du Sn37Pb liquide dans le bain de soudure.
b. Différence de point de fusion. Point de fusion du Cu6Sn5est de 5 à 10 °C plus élevée que celle du Sn37Pb et est de 5 à 10 °C plus élevée que celle du SnPb. Par conséquent, la température du bain de soudure peut être abaissée en dessous de la température de fusion du Cu6Sn5, puis des outils spéciaux sont utilisés pour récupérer le bronze de cuivre et d’étain qui sera ensuite éliminé. Enfin, une brasure d’écologie originelle à haute pureté sera utilisée pour compléter le bain de soudure.
• Brasage à la vague sans plomb
Au cours du procédé de soudure à la vague sans plomb, lorsque la teneur en cuivre en tant qu’impureté atteint 1,55 % (en poids) dans le bain de soudure, il est recommandé de renouveler la soudure. En effet, une fois cette valeur dépassée, la mouillabilité de la plupart des alliages sans plomb diminue de façon spectaculaire.
a. En ce qui concerne le brasage à la vague sans plomb, le composé chimique SnCu Cu6Sn5avec une densité de 8,3 g/cm3qui est plus élevé que SnAgCu et SnCu, conduisant au composé chimique SnCu Cu6Sn5ne parvient pas à être flotté car il est dispersé dans la soudure en fusion, ce qui génère de nombreux défauts de soudure.
b. En ce qui concerne la soudure à la vague sans plomb, lorsque la vitesse de dissolution du cuivre dans le bain de soudure et le cuivre extrait du bain de soudure par le PCB contrebalancent l’effet de dilution de la soudure nouvellement ajoutée, la teneur en cuivre dans le bain de soudure atteint un équilibre dynamique et la soudure doit être effectuée immédiatement sous protection d’azote.
PCBCart propose des techniques de fabrication de brasage au plomb et de brasage sans plomb pour l’assemblage de circuits imprimés
Nous comprenons que différents projets nécessitent différentes techniques de soudure. Pour répondre à toutes les exigences de nos clients, nous proposons à la fois des techniques de fabrication de soudure au plomb et de soudure sans plomb pour l’assemblage de circuits imprimés. Vous voulez savoir combien coûtera votre travail d’assemblage de PCB ? Cliquez sur le bouton suivant pour obtenir un devis PCBA, cela ne vous coûtera pas un centime !
Demande de devis pour l’assemblage de PCB - Soudure avec/plomb ou sans plomb
Ressources utiles
•Service complet de fabrication de circuits imprimés
•Service avancé d’assemblage de PCB avec plusieurs options à valeur ajoutée
•Introduction à la technologie de fabrication de circuits imprimés sans plomb
•Comparaison entre la procédure de fabrication de brasage au plomb et celle de brasage sans plomb dans les PCBA
•Comparaison de la fiabilité entre les joints de soudure au plomb et sans plomb












