La saldatura a onda svolge un ruolo decisivo nel fissare i componenti sul circuito stampato durante il processo di assemblaggio PCB. Con il graduale avanzamento della tecnologia di produzione e il crescente sviluppo della consapevolezza ambientale, la saldatura a onda si suddivide ulteriormente in saldatura a onda con piombo e saldatura a onda senza piombo. Le differenze di composizione comporteranno inevitabilmente differenze nelle tecnologie di produzione, proprio al fine di garantire una qualità ottimale. Di conseguenza, è di grande importanza conoscere le differenze tra le tecnologie di saldatura utilizzate nella saldatura a onda con piombo e senza piombo.
Contrasto del contenuto di saldatura
• La lega saldante comunemente utilizzata nella saldatura a onda con piombo è
a. Saldatura eutettica: Sn37Pb. Si comporta come una singola fase omogenea con una temperatura di fusione di 183°C, composta da due fasi (Sn e Pb) con diversi punti di fusione.
b. Saldatura: Sn36Pb2Ag. Un po' di Ag viene miscelato nella saldatura SnPb per i seguenti due scopi:
Obiettivo n. 1: Può ridurre la temperatura di fusione della lega saldante, come ad esempio Sn36Pb2Ag la cui temperatura di fusione è 179°C, migliorare la diffusività e la resistenza della saldatura e rendere le giunzioni di saldatura lucenti e brillanti. Questo tipo di lega saldante è particolarmente adatta per unità a cristallo di quarzo, dispositivi ceramici, termistori, dispositivi a film spesso, circuiti integrati (IC) e componenti con placcatura in Ag.
Obiettivo n. 2: Per impedire la diffusione reciproca tra saldatura e Ag sul metallo di base, è necessario aggiungere Ag alla saldatura in anticipo. Di conseguenza, la diffusione di Ag su ceramica e mica può essere impedita e lo strato di Ag non può essere staccato, il che rappresenta la principale caratteristica applicativa di questo tipo di saldatura.
• La lega saldante comunemente utilizzata nella saldatura a onda senza piombo è
a. Lega Sn3.0Ag0.5Cu (abbreviata come SAC305). Al momento è un elemento ampiamente utilizzato nell’industria, con un intervallo di temperatura di fusione compreso tra 217°C e 220°C. Sn3.8Ag0.7Cu (abbreviato come SAC387) è un elemento monocristallino della lega SnAgCu con una temperatura di fusione di 217°C.
b. Lega Sn0,7Cu. Come elemento monocristallino della lega della serie SnCu, Sn0.7Cu presenta una temperatura di fusione di 227°C, che è superiore di 9°C a quella della SAC305. Pertanto, quando la temperatura di saldatura supera i 250°C, non sarà più adatta per la saldatura a rifusione.
Finestra di processo per la saldatura a onda
• Saldatura a onda con piombo
a. Informazioni sulla saldatura eutettica Sn37Pb:
1). Temperatura di saldatura a onda. Per quanto riguarda la temperatura di saldatura della lega eutettica Sn37Pb, essa dovrebbe essere superiore di 37°C rispetto alla temperatura di fusione. Pertanto, la temperatura teorica di saldatura è 220°C (183°C più 37°C).
La temperatura di saldatura non è equivalente a quella del bagno di saldatura nel processo di saldatura. Durante l’intero processo di saldatura a onda, la temperatura di fusione è una temperatura intermedia tra la temperatura del bagno di saldatura e la temperatura di lavoro del giunto saldato. Per garantire un’eccellente bagnabilità della lega saldante, dopo aver raggiunto la temperatura minima di bagnabilità, la temperatura del bagno di saldatura deve essere ulteriormente aumentata fino a circa 250°C per compensare le altre perdite termiche, in modo che si possa raggiungere l’equilibrio termico nella saldatura a onda.
2). Tempo di saldatura a onda. Per ottenere un effetto ottimale di saldatura a onda, un giunto di saldatura dovrebbe essere immerso nella saldatura a onda per 2–4 secondi.
b. Per quanto riguarda la lega di saldatura Sn36Pb2Ag, la sua finestra di processo per la saldatura a onda può essere impostata prendendo come riferimento la lega di saldatura Sn37Pb.
• Saldatura a onda senza piombo
La selezione della temperatura nella saldatura a onda senza piombo è un metodo importante per superare l’insufficiente bagnabilità della lega di saldatura lead-free. In conformità con il miglior intervallo di temperatura di bagnabilità durante la saldatura a onda, è prassi comune selezionare una temperatura superiore di 50 °C rispetto alla più alta temperatura di fusione. Di conseguenza, la finestra di processo comunemente raccomandata per la saldatura senza piombo è illustrata di seguito per ottenere la migliore bagnabilità.
a. Informazioni sulla saldatura SAC305:
1). Temperatura di saldatura a onda: da 250°C a 260°C
2). Tempo di saldatura a onda: il periodo di tempo consigliato è da 3 a 5 secondi
b. Informazioni sulla lega Sn0.7Cu:
1). Temperatura di saldatura a onda: da 260°C a 270°C
2). Tempo di saldatura a onda: equivalente a SAC305
Flusso e preriscaldamento
|
Articolo
|
Saldatura ad onda con piombo
|
Saldatura a onda senza piombo
|
Tipo di flusso e
Peso rivestito |
1. Base alcolica di acido organicoflussante no-cleaningè utilizzato nella saldatura a onda con piombo a bassa attività.
2. Il contenuto di flussante usato deve essere controllato entro l’intervallo da 300 a 750 mg/dm2. |
1. Il flussante a base d'acqua con acidi organici è utilizzato nella saldatura a onda senza piombo con elevata attività.
2. Il peso del rivestimento è equivalente a quello utilizzato nella saldatura a onda con piombo. |
| Temperatura di preriscaldamento |
Alla fine del preriscaldamento, la temperatura superficiale del PCB deve essere mantenuta nell’intervallo compreso tra 70 e 80°C. |
Alla fine del preriscaldamento, la temperatura superficiale del PCB deve essere mantenuta nell’intervallo compreso tra 100 e 130 °C. |
| Modalità di preriscaldamento |
In base alle situazioni pratiche, è possibile applicare da una a tre zone di preriscaldamento, ciascuna lunga 600 mm.
1. Nella prima zona di preriscaldamento viene utilizzata un’unità di riscaldamento a IR a lunghezza d’onda media, in grado di fornire un’energia IR e una lunghezza d’onda adeguate per attivare le sostanze attive nel flussante e impedire che il solvente venga vaporizzato dal materiale nella fase iniziale.
2. La seconda e la terza zona di preriscaldamento sfruttano il riscaldamento a convezione forzata in modo che l’eccesso di solvente possa essere eliminato prima di passare alla saldatura a onda. |
In base alle situazioni pratiche, è possibile applicare da una a quattro zone di preriscaldo, ciascuna lunga 600 mm.
1. Nella prima zona di preriscaldamento viene utilizzata un’unità di riscaldamento a IR a lunghezza d’onda media, in grado di fornire un’energia IR e una lunghezza d’onda adeguate per attivare le sostanze attive nel flussante e impedire che il solvente venga vaporizzato dal materiale nella fase iniziale.
2. La seconda fino alla quarta zona di preriscaldamento sfruttano il riscaldamento a convezione forzata, in modo che l’acqua in eccesso possa essere eliminata prima di passare alla saldatura a onda. |
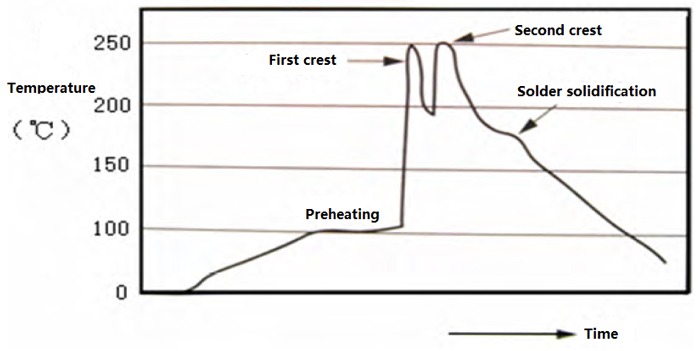
Curva Tempo-Temperatura per la Saldatura a Onda
I parametri di processo della tecnologia di saldatura a onda si concentrano sulla curva tempo‑temperatura della saldatura a onda.
• Saldatura a onda con piombo
La curva tempo-temperatura è indicata di seguito quando lo stagno Sn37Pb viene utilizzato come lega di saldatura nella saldatura a onda.
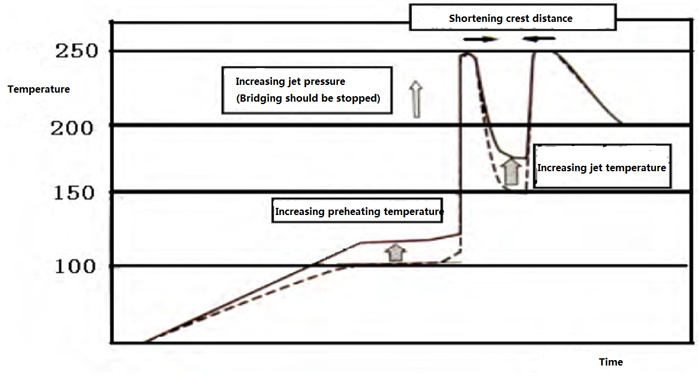
• Brasatura a onda senza piombo
Poiché le leghe saldanti senza piombo come la SAC305 presentano una bagnabilità peggiore rispetto alla Sn37Pb, i difetti nei fori passanti tendono a verificarsi quando i componenti a foro passante vengono sottoposti a saldatura a onda. Di conseguenza, è necessario apportare alcune modifiche alla curva tempo–temperatura per la saldatura a onda senza piombo, come indicato nella figura seguente.
Controllo delle impurità di rame nella saldatura a onda
Nel bagno di saldatura della saldatura a onda, quando il contenuto di rame varia dello 0,2% in peso, la temperatura della fase liquida può cambiare fino a 6 °C. Una variazione così elevata comporterà una notevole modifica della lega saldante liquida in termini di incoerenza delle prestazioni. Inoltre, la fluidità della saldatura diminuisce, compromettendo le funzioni meccaniche del processo a onda, con il conseguente aumento di difetti di saldatura come il bridging. Di conseguenza, il controllo del rame come impurità nel bagno di saldatura è estremamente importante.
• Saldatura a onda con piombo
Il controllo del rame nel bagno di saldatura a onda al piombo si basa sui seguenti due fenomeni fisici:
a. Differenza di densità. Poiché l’elemento rame si fonde nel bagno di saldatura, esso esisterà quindi sotto forma di composto chimico metallico di Cu6Sn5. Poiché la densità di Sn37Pb è 8,5 g/cm3e quella del Cu6Sn58,3 g/cm3, quest'ultimo galleggia sulla superficie del liquido Sn37Pb nel bagno di saldatura.
b. Differenza del punto di fusione. Punto di fusione del Cu6Sn5è superiore di 5–10 °C rispetto a quello dello Sn37Pb ed è superiore di 5–10 °C rispetto a quello dello SnPb. Di conseguenza, la temperatura del bagno di saldatura può essere ridotta al di sotto della temperatura di fusione del Cu6Sn5 e quindi vengono utilizzati strumenti speciali per prelevare il bronzo di rame e stagno che sarà successivamente eliminato. Infine, la lega di saldatura a ecologia originale e ad alta purezza verrà utilizzata per integrare il bagno di saldatura.
• Saldatura a onda senza piombo
Durante il processo di saldatura a onda senza piombo, quando il rame come impurità raggiunge l’1,55% in peso nel bagno di saldatura, si consiglia di rinnovare la lega di saldatura. Perché una volta superato questo valore, la bagnabilità della maggior parte delle leghe senza piombo diminuirà drasticamente.
a. Per quanto riguarda la saldatura a onda senza piombo, il composto chimico SnCu Cu6Sn5con densità 8,3 g/cm3che è superiore sia a SnAgCu che a SnCu, portando al composto chimico SnCu Cu6Sn5non riesce a essere rifluito perché viene disperso nella saldatura liquida, generando così numerosi difetti di saldatura.
b. Per quanto riguarda la saldatura a onda senza piombo, quando la velocità con cui il rame si scioglie nel bagno di saldatura e il rame che viene rimosso dal bagno di saldatura dal PCB si compensano con l’effetto di diluizione della lega di saldatura appena aggiunta, il contenuto di rame nel bagno di saldatura raggiungerà un equilibrio dinamico e la saldatura deve essere eseguita immediatamente sotto la protezione di azoto.
PCBCart offre tecniche di produzione con saldatura al piombo e senza piombo per l’assemblaggio di PCB












