熱特性は、PCB の設計および製造において技術者にとって主要な懸念事項であり、高い熱伝導率を有する PCB 基板材料は、PCB の熱特性を向上させるうえで重要な役割を果たす。 この基本原理に基づき、本稿では主に、高熱伝導率を備えた PCB 基板材料の製造方法を紹介する。 実験を通じて、優れた絶縁性と信頼性の高い性能を維持しつつ、熱伝導率が少なくとも 3 W/m・K に達することが実証される。



PCB がショッピングカートに正常に追加されました

 English
English
English
English
English
English
 Español
Español
 Deutsch
Deutsch
 Français
Français
 Italiano
Italiano
 日本語
日本語
 ภาษาไทย
ภาษาไทย
 Malay
Malay
熱特性は、PCB の設計および製造において技術者にとって主要な懸念事項であり、高い熱伝導率を有する PCB 基板材料は、PCB の熱特性を向上させるうえで重要な役割を果たす。 この基本原理に基づき、本稿では主に、高熱伝導率を備えた PCB 基板材料の製造方法を紹介する。 実験を通じて、優れた絶縁性と信頼性の高い性能を維持しつつ、熱伝導率が少なくとも 3 W/m・K に達することが実証される。
この製造方法はPCB基板材料高熱伝導率を有するものは、銅箔を積層する前に、多数のボイドを含むプリプレグと高熱伝導率の樹脂フィルムとを交互に積層することに依存している。加熱積層の過程において、プリプレグ上のボイドは高熱伝導率の樹脂複合材料で充填されて固化し、その結果、優れた絶縁性と信頼性の高い性能および基材の機械的強度を維持したまま、高熱伝導率を有するPCB基板材料が得られる。この様子を以下の図1から図3に示す。
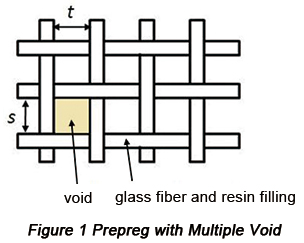
・多数のボイドを有するガラス繊維基材のプリプレグ
複数のボイドとは、含浸樹脂で満たされていない経糸と緯糸の間にボイドが存在することを指し、これをボイド率と呼ぶ。ここで、式(1)に従う。
X = Y/(s*t)
この式において、X は空隙比を表し、Y は樹脂で満たされていない経糸と緯糸によって形成される領域を表す。sそしてt辺の長さを参照する。
式(1)および図1に基づくと、熱伝導率を向上させるためには X を大きくする必要があり、その値は通常 0.3 以上で、0.5 以上とすることが望ましい。この値はガラス繊維クロスの織構造に依存し、含浸技術とも相関している。
ガラス繊維布または有機繊維布のいずれも使用可能であり、前者の場合、ガラス繊維の直径は6~9μmの範囲であることが望ましい。
含浸ガラス繊維布に適用される樹脂は、主としてビスフェノールA型エポキシ樹脂、ビスフェノールF型エポキシ樹脂、ビスフェノールS型エポキシ樹脂などのエポキシ樹脂である。耐熱性能および電気特性の向上を考慮した場合には、フェノールノボラック型エポキシ樹脂、ビスフェノールAノボラック型エポキシ樹脂、シクロアリファティックエポキシ樹脂を適用することができ、また臭素を含有する難燃性エポキシ樹脂を適用することもできる。これらの樹脂は単独で、あるいは2種類以上を併用して適用することができる。
エポキシ樹脂用硬化剤は主にフェノール系化合物、アミン系化合物およびシアネートエステル系化合物があり、単独で、または2種類以上を併用して用いることができる。使用量は一般に樹脂全量の0.1%~5%である。
本実験では、使用する硬化触媒剤は主に 4-メチル-2-エチルイミダゾール、2-エチル-4-メチル-1H-イミダゾール-1-プロパンニトリル などであり、これらは単独で、または2種類以上を併用して用いることができる。使用量は、一般に樹脂化合物全量の 0.001%~0.01% である。
樹脂溶液は、実際にはエポキシ樹脂、硬化剤および触媒剤に有機溶剤を加えた混合物であり、ガラス繊維布の含浸に用いられる。ガラス繊維布は含浸後、120°C~170°Cの温度で2~15分間乾燥され、厚さ0.04mm~0.3mmの多数の空隙を有するプリプレグとなる。このプリプレグの樹脂含有量は一般に30%以上である。
・高熱伝導性を有する樹脂膜
これは、熱硬化性樹脂に高い熱伝導率を有する無機フィラーを添加した一種の樹脂膜です。適用される樹脂は、実際には多数のボイドを有するプリプレグの樹脂と硬化剤のシステムです。無機フィラーには複数の種類と仕様があります。例えば、酸化アルミニウム(Al2O3) 粉末、窒化アルミニウム(AlN)粉末、二酸化ケイ素(SiO2) 粉末、窒化ケイ素(SiN)粉末および窒化ホウ素(BN)粉末は高い熱伝導性を発揮し、優れた絶縁性を有する有機フィラーも適用可能である。また、酸化アルミニウム(Al2O3この用途には粉末が非常に適しており、粉末を使用する場合には酸化処理を施して粉末粒子表面に酸化被膜を形成させることができ、これにより製品の耐湿性の向上に寄与する。
無機フィラーと有機樹脂との結合特性を向上させるためには、フィラーにカップリング剤処理を施す必要がある。
上記のフィラーは、それぞれ単独でも併用でも適用することができる。樹脂コンパウンドにおいて、無機フィラーの配合量は60%から95%の範囲であり、60%未満では効果があまり顕著でなく、95%を超えると成形が困難になり、製品性能を十分に得ることができない。
複数の樹脂コンポジットを均一に混合するために、一般的にブレンダーやボールミルによる処理が用いられる。
金属箔またはプラスチックフィルム上に樹脂混合物を塗布し、加熱乾燥することで、厚さ0.04mmから0.3mmの範囲の高熱伝導性を有する樹脂膜を得ることができる。
・高熱伝導率を有する銅箔コーティング積層基板
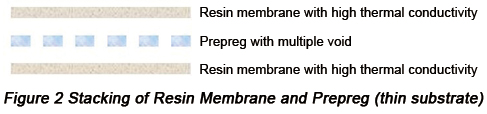
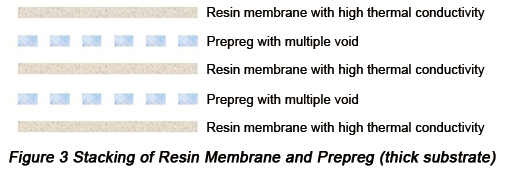
銅箔を貼り付ける前に、図2および図3に従って、多数のボイドを有するガラス繊維布基材プリプレグと高熱伝導性の樹脂フィルムを積層する。積層は、温度160°C~180°C、圧力2~4MPaの条件下で60~120分間行う。
最後に、高い熱伝導率を有する銅箔張積層板、多数のボイドを有するガラス繊維布プリプレグ、高熱伝導率の樹脂フィルムおよび銅箔を用いることで、多層プリント配線板の製造技術に基づき、非常に高い熱伝導率を有する多層プリント基板を製造することができる。
 [email protected] [email protected]
[email protected] [email protected]