SMT(表面実装技術)実装に使用されるプリント基板(PCB)の配線がより微細になり、部品が小型化され、SMD(表面実装デバイス)の高密度実装が進むにつれて、目視検査だけでは SMT 実装の品質検査要求を満たすには到底不十分になっています。
その結果、AOI(自動光学検査)は、SMT 実装工程で形成されるはんだ接合部の状態を検査する主要な手段として、SMT 実装においてますます一般的に用いられるようになりました。
さらに、AOI はより広い応用分野に適用され、その検査技術は徐々に高度化・最適化されています。現在、AOI システムは、SMT 実装で用いられる検査方式として、インテリジェント化へと向かっています。
AOI技術の動作原理
AOI技術はSMT実装においてさまざまな形で使用されているものの、その動作ロジックは共通しており、すなわち光学的手法を用いて検査対象の画像を取得し、ある一定の方法で検査・解析・判定を行うというものである。AOIシステムで一般的に用いられる検査・解析・判定方法には、DRC(Design Rule Check:設計ルールチェック)方式とCAD(Computer-Aided Design:コンピュータ支援設計)データ比較方式が含まれる。
・DRCメソッド
DRC 手法は、与えられたルールに基づいて設計パターンを検査するために用いられます。例えば、PCB 回路パターンは、「すべての配線は端点としてはんだ付けされた接点に依存していること」「すべての配線は同一の線幅であり、配線間隔は規定値以上であること」といったルールに従って検査されます。DRC 手法は、アルゴリズム的にパターンの妥当性を保証することが可能です。さらに、DRC 手法には、設定が容易であること、高速処理が可能であること、プログラム量が少ないこと、必要なデータ記憶容量が小さいことなどの利点があります。そのため、AOI システムは主として DRC 手法に依存しています。
DRC の明らかな欠点は,境界能力を判定する点での弱さにあり,境界位置は特定の手法を設計することによって決定されなければならないということである。
・CADデータ比較方法
CADデータ比較方式は、AOIシステムに保存されているデジタル画像パターンと、取得された実際の画像パターンを比較して検査結果をまとめるために用いられる。
この方式の精度は、検査精度、解像度およびすべての検査手順に依存し、高い精度を得ることができる。
しかし、この方式の欠点として、取得されるデータ量が多いことと、データのリアルタイム処理に対する要求が高いことが挙げられる。
DRC手法とCADデータ比較手法を比較すると、後者の方がより多くの利点を有している。
AOI技術の検査機能
AOI技術は、PCBベアボード、はんだペースト印刷、部品およびはんだ接合部の検査に使用できます。
ベアPCB検査およびはんだ接合部検査は、通常は独立したAOI装置に依存しており、検査はリアルタイムでは行われない。はんだペースト検査および部品検査は、通常ははんだペースト印刷機およびチップマウンタに対応したAOI装置に依存しており、これらの検査はリアルタイムで行われる。例えば、現在の先進的なはんだペースト印刷機は、対応するAOIシステムを通じて、印刷厚さおよび印刷エッジの崩れに対するリアルタイム検査を実行することが可能である。
ベアPCB向けのAOI検査項目には、断線、ワイヤータッピング、傷、ピンホール、ライン間隔およびパターン、エッジの粗さ、ならびに広範囲の欠陥が含まれます。はんだ接合部向けのAOI検査項目には、リードの配置および曲がり、部品の欠品、実装ずれ、部品の実装方向、部品番号、はんだ接合部の品質などが含まれます。AOIシステムが不良部品を検出すると、通常オペレーターに信号が送られ、オペレーターはそれらを良品部品と交換し、不良が大量発生して重大な問題を引き起こすことを防ぐことができます。
典型的AOIシステムの構成
・ブランク基板用AOIシステム
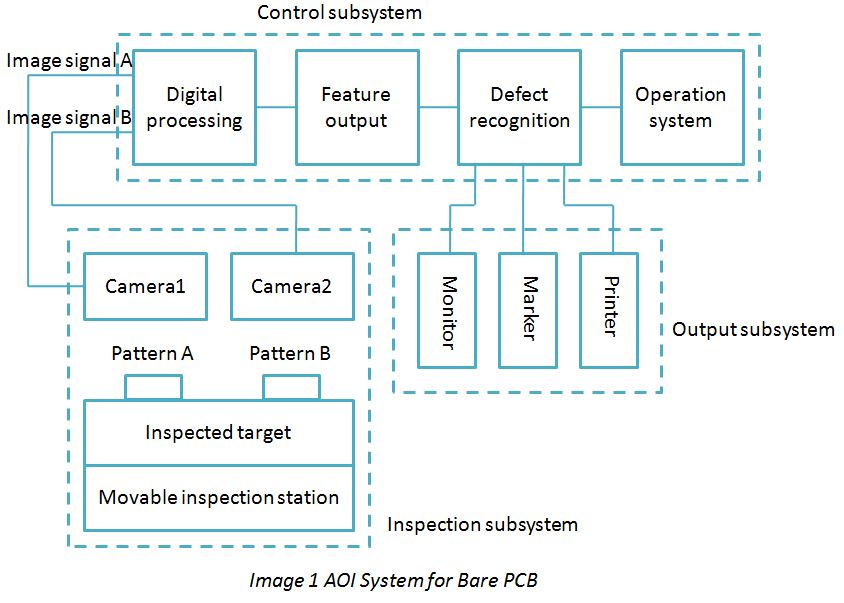
下の画像1は、ベアPCB用のAOIシステムを示しています。
AOI設計ルールに基づき、本システムは比較機能を追加し、2台のカメラを用意している。検査サブシステムは1次元イメージセンサを使用してPCB上のパターンの画像を取得し、画像信号は補正および高速A/D変換後に制御サブシステムへ送られる。制御サブシステムはそこで欠陥の判定を行い、検査ステーションを前後方向の直線上に移動させて走査を行うことで、イメージセンサから2次元画像の出力信号を得る。PCBの欠陥部にはインクでリアルタイムにマーキングが行われ、欠陥は拡大してモニタに表示できるため、目視検査による確認が可能となる。
システムの操作は、モニター上での対話形式で実行することができ、出力サブシステムは、デジタル画像モニター、実画像モニター、プリンターおよびシンクロスコープで構成される。システムでは、デジタルカラー画像と実画像をそれぞれモニターに表示し、その出力を印刷することができる。さらに、シンクロスコープを通じて、画像信号の波形およびデジタルクリップレベルを観測することができる。この種のシステムの検査速度は毎分数メートルにも達し、最小分解能はミクロンレベルであり、最小線幅および線間隔は数ミクロン程度となる。
・はんだ接合部用AOIシステム
はんだ接合部用AOIシステムの動作ロジックは、光学カメラを用いてはんだ接合部の3D画像を取得し、そのデータを処理した後、標準的なはんだ接合部画像と比較することで、不良の種類と位置を判定・特定できるようにする、というものである。
・はんだペースト印刷用AOIシステム
はんだペースト印刷用のAOIシステムは、カメラと光ファイバー式X-Yシステムで構成されています。カメラは光ファイバーとともにX-Y方向に移動するX-Yデスクトップ上に取り付けられており、PCBの完全な画像を取得することができます。
はんだペースト印刷の工程では、スクレイピングブレードによって、はんだペーストがステンシルの開口部へと押し込まれます。理想的な状態としては、はんだペーストの厚みがステンシルの厚みと同等であることが求められます。ステンシルがPCBから離れると、はんだペーストのエッジにはいくつかの変化が生じます。
はんだペースト検査システムは、環状光ファイバーと環状反射板に依存して斜め光をはんだペーストに照射し、カメラが環状光ファイバーの直進方向から画像を取得することで、はんだペーストのエッジ部分を測定し、はんだペーストの厚みを算出できるようにしている。この検査は、形状を光学的な変化に変換することで判定を行う。通常の印刷状態であっても、エッジ部分にはいくつかの隆起が生じ、強い反射を引き起こすことがある。
PCBCartからAOIサービスを利用する
PCBCart は提供しますAOIいずれかを注文する顧客へのサービスPCBそしてPCBAPCBCartから。さらに良いことに、これは完全に無料です! さらに、お客様は期待できますX線検査サービスPCBCart から、お客様の製品の品質と性能をさらに保証するために。