ウェーブはんだ付けは、PCBアセンブリ工程において、プリント基板上に部品を固定するうえで決定的な役割を果たします。製造技術が徐々に高度化し、人々の環境保護意識が高まるにつれて、ウェーブはんだ付けは鉛入りウェーブはんだ付けと鉛フリーウェーブはんだ付けにさらに分類されるようになりました。含有成分の違いは、最適な品質を確保するために、製造技術面での違いを必然的にもたらします。その結果、鉛入りウェーブはんだ付けと鉛フリーウェーブはんだ付けで用いられるはんだ付け技術の違いを理解することは、非常に重要となっています。
はんだ含有量のコントラスト
・鉛はんだ付けに一般的に使用されるはんだは
a. 共晶はんだ:Sn37Pbこれは、融点が183°Cである単一の均質相として機能し、異なる融点をもつ2つの相(Sn と Pb)によって構成されている。
b. はんだ:Sn36Pb2AgSnPbはんだに少量のAgを混合するのは、次の2つの目的によるものである。
目的1:Sn36Pb2Ag のような 179°C の融点を持つはんだの融点を低下させ、拡散性とはんだ付け強度を向上させ、はんだ接合部を美しく光沢のある状態にします。この種のはんだは、水晶振動子、セラミックデバイス、サーミスタ、厚膜デバイス、集積回路(IC)、および Ag メッキされた部品に適しています。
目的2:母材上でのはんだとAgの相互拡散を防止するためには、あらかじめはんだにAgを添加しておく必要がある。その結果、セラミックおよび雲母上でのAgの拡散を抑制でき、Ag層が剥離しなくなる。これが、この種のはんだの主要な適用上の特長である。
・鉛フリーはんだ付けで一般的に使用されるはんだは
a. 合金 Sn3.0Ag0.5Cu(略称 SAC305)現在、融点が217°Cから220°Cの範囲であることから、産業界で最も広く用いられている元素です。Sn3.8Ag0.7Cu(SAC387と略称される)は、融点が217°CのSnAgCu合金の単結晶元素です。
b. 合金 Sn0.7CuSnCu 系合金の単結晶要素として、Sn0.7Cu は 227°C の融点を有しており、これは SAC305 より 9°C 高い。したがって、はんだ付け温度が 250°C を超える場合、リフローはんだ付けにはもはや適さない。
ウェーブはんだ付けのプロセスウィンドウ
・鉛はんだ付け
a. Sn37Pb の共晶はんだについて:
1). ウェーブはんだ付け温度Sn37Pb 共晶合金のはんだ付け温度については、融点より 37°C 高くする必要があります。したがって、理論上のはんだ付け温度は 220°C(183°C に 37°C を加えた値)となります。
はんだ付け温度は、はんだ付け工程におけるはんだ槽の温度と同一ではありません。ウェーブはんだ付けの全工程において、溶融温度は、はんだ槽温度とはんだ付けされる作業物の温度との中間温度となります。はんだの優れたぬれ性を確保するためには、最低ぬれ温度に達した後、他の熱損失を補償してウェーブはんだ付けにおいて熱平衡を達成できるよう、はんだ槽温度をさらに上昇させて約250°Cに近づける必要があります。
2). ウェーブはんだ付け時間. 最適なフローはんだ付け効果を得るためには、はんだ接合部を2~4秒間、はんだの波に浸す必要があります。
b. Sn36Pb2Ag はんだの場合、そのフローはんだ付けプロセスウィンドウは、Sn37Pb はんだを基準として設定することができます。
・鉛フリーはんだ付け(フローはんだ付け)
鉛フリーはんだ付けにおける温度の選定は、鉛フリーはんだの濡れ性不足を克服するための重要な手段である。波はんだ付け中の最適な濡れ性温度範囲に従い、最高融点よりも 50°C 高い温度を選定することが一般的である。したがって、最良の濡れ性を得るために、一般的に使用される推奨鉛フリーはんだプロセスウィンドウは以下のように示される。
a. SAC305 はんだについて:
1). ウェーブはんだ付け温度:250°C~260°C
2). ウェーブはんだ付け時間:推奨時間は3~5秒です
b. 合金 Sn0.7Cu について:
1). ウェーブはんだ付け温度:260°C~270°C
2). ウェーブはんだ付け時間:SAC305と同等
フラックスと予熱
|
アイテム
|
鉛はんだ付け
|
鉛フリーはんだ付け(フローはんだ付け)
|
フラックスタイプおよび
塗工重量 |
1. 有機酸アルコール系ノークリーニングフラックスは、活性の低いリード波はんだ付けに使用されます。
2. 使用済みフラックス量は 300~750mg/dm の範囲内に管理すること2。 |
1. 有機酸水系フラックスは、高い活性を持つ鉛フリーはんだ付け(フローはんだ付け)に使用されます。
2. コーティング重量は、鉛入りウェーブはんだ付けで使用されるものと同等です。 |
| 予熱温度 |
予熱終了時に、PCB の表面温度は 70~80°C の範囲内に制御する必要があります。 |
予熱終了時に、PCB の表面温度は 100~130°C の範囲に制御する必要があります。 |
| 予熱モード |
実際の状況に応じて1~3個の予熱ゾーンを適用でき、各予熱ゾーンの長さは600mmです。
1. 最初の予熱ゾーンでは、中波長のIR加熱ユニットが適用されており、フラックス中の活性物質を活性化し、工程初期段階で材料から溶剤が蒸発するのを防ぐのに適したIRエネルギーと波長を供給することができます。
2. 第2および第3予熱ゾーンでは強制対流加熱を利用し、過剰な溶剤をフローはんだ付け工程に入る前に除去します。 |
実際の状況に応じて1~4個の予熱ゾーンを適用でき、各予熱ゾーンの長さは600mmです。
1. 最初の予熱ゾーンでは、中波長のIR加熱ユニットが適用され、フラックス中の活性物質を活性化し、プロセス初期段階で材料から溶剤が蒸発するのを防ぐのに適したIRエネルギーと波長を供給することができます。
2. 第2から第4の予熱ゾーンでは強制対流加熱を利用し、フローはんだ付け工程に進む前に過剰な水分を除去できるようにしています。 |
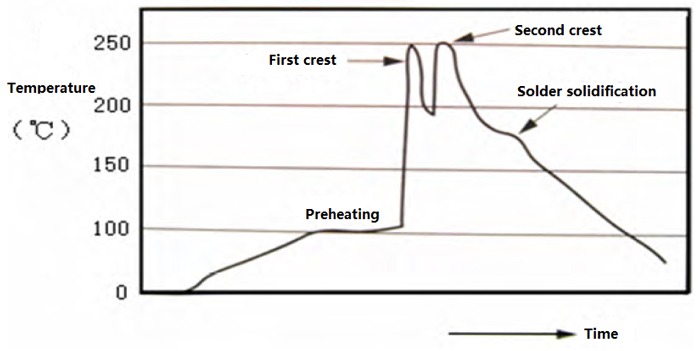
波はんだ付けの時間‐温度曲線
波はんだ付け技術のプロセスパラメータは、波はんだ付けの時間‐温度曲線に集中している。
・鉛はんだ付け
はんだ付けにおいて Sn37Pb をはんだとして使用する場合の時間‐温度曲線を以下に示す。
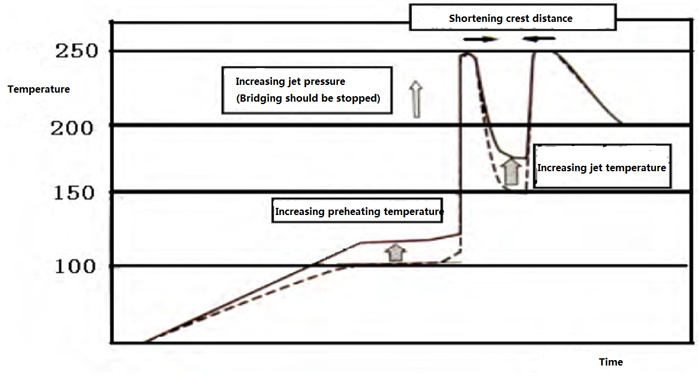
・鉛フリーはんだ付け(フローはんだ付け)
SAC305 のような鉛フリーはんだは、Sn37Pb よりもぬれ性が劣るため、スルーホール部品をフローはんだ付けする際にスルーホール不良が発生しやすくなります。その結果、鉛フリー用フローはんだ付けでは、下図に示すように時間‐温度カーブにいくつかの修正を加える必要があります。
フローはんだ付けにおける銅不純物の管理
フローはんだ付けのはんだ槽において、銅の含有量が 0.2 wt% 変化すると、液相線温度は最大で 6℃ 変化する。このような大きな変化は、液状はんだの性能の不均一性に大きな変動をもたらす。さらに、はんだの流動性が低下し、ブリッジングなどのはんだ付け不良が増加して、フロー工程の機械的機能が損なわれる。その結果、はんだ槽中の不純物である銅の管理は極めて重要となる。
・鉛はんだ付け
鉛ウェーブはんだ付けのはんだ槽中の銅の管理は、次の2つの物理現象に基づいている。
a. 密度差はんだ槽内で銅成分が溶融すると、Cu の金属化合物の形態で存在するようになります。6Sn5Sn37Pb の密度は 8.5g/cm であるため3および Cu のもの6Sn58.3 g/cm3後者ははんだ槽内の液体Sn37Pbの表面に浮遊する。
b. 融点の差・Cu の融点6Sn5Sn37Pb のそれより 5~10℃高く、SnPb のそれよりも 5~10℃高い。その結果、はんだ槽の温度を Cu6Sn5 の融点温度未満まで下げることができ、その後、特殊な工具を用いて、後に除去される銅と錫のブロンズをすくい取る。最後に、高純度のオリジナルエコロジーはんだを利用して、はんだ槽を補充する。
・鉛フリーはんだ付け(フローはんだ付け)
鉛フリーはんだ付けのウェーブソルダリング工程において、不純物としての銅がはんだ槽中で1.55(wt)%に達した場合、はんだの更新が推奨されます。なぜなら、この値を超えると、ほとんどの鉛フリー合金のぬれ性が著しく低下してしまうためです。
a. 無鉛ウェーブはんだ付けに関して言えば、SnCu 化合物 Cu6Sn5密度 8.3g/cm の3これは SnAgCu と SnCu の両方よりも高く、その結果 SnCu 化合物である Cu を生成する6Sn5液体はんだ中に分散してしまい、フロートされず、多くのはんだ不良が発生する。
b. 無鉛ウェーブはんだ付けに関しては、銅がはんだ槽に溶け込む速度と、PCB によってはんだ槽から持ち去られる銅が、新たに供給されるはんだの希釈効果と相殺されると、はんだ槽中の銅含有量は動的平衡に達し、その直後に窒素保護下ではんだ付けを行わなければならない。
PCBCartは、PCBアセンブリ向けに鉛はんだ付けおよび鉛フリーはんだ付けの製造技術を提供します
さまざまなプロジェクトには、それぞれ異なるはんだ付け技術が必要であることを理解しています。お客様のあらゆるニーズにお応えするため、当社ではプリント基板実装において、鉛入りはんだ付けと鉛フリーはんだ付けの両方の製造技術を提供しています。
PCBアセンブリの費用がどのくらいか知りたいですか?以下のボタンをクリックしてPCBAのお見積りを取得してください。費用は一切かかりません!
PCB組立見積依頼 - 鉛入り/鉛フリーはんだ付け
役立つリソース
•フル機能PCB製造サービス
•複数の付加価値オプションを備えた高度なPCBアセンブリサービス
•鉛フリーPCB製造技術の紹介
•PCBAにおける鉛はんだ付けと鉛フリーはんだ付けの製造手順の比較
•鉛入りはんだ接合部と鉛フリーはんだ接合部の信頼性比較












