Pemasang cip, atau penembak cip memainkan peranan penting dalam menentukan tahap automasi dan kecekapan pembuatan bagi barisan pemasangan SMT (Teknologi Pelekap Permukaan). Oleh kerana kecekapan pemasangan mesin pelekap berkait rapat dengan kecekapan pembuatan barisan pemasangan SMT, adalah benar-benar perlu dan bermanfaat untuk meningkatkan kecekapan pemasangan pemasang cip. Penambahbaikan dari segi kecekapan pemasangan mesin pelekap bergantung pada penyelesaian satu siri isu seperti peruntukan kedudukan tapak pengumpan komponen dan turutan pemasangan komponen dan sebagainya. Dengan memberi tumpuan kepada sebuah pemasang cip, SM421, iaitu pemasang jenis gantri berbilang kepala yang digunakan secara meluas, artikel ini akan mengkaji peruntukan kedudukan pengumpan komponen dan turutan pemasangan supaya beberapa kaedah pengoptimuman dapat disediakan berkenaan dengan teknik pemasangan.
Sebagai mesin pemasang cip dengan kelajuan pemasangan sederhana, SM421 menggunakan kumpulan 6 kepala pemasangan dan stesen pengumpan komponennya boleh memuatkan sehingga 120 jenis pakej komponen. Parameter khusus bagi mesin pemasang SM421 boleh diringkaskan dalam jadual berikut:

Proses jalannya mengandungi peringkat-peringkat berikut:
a. SMB (Surface Mount Board) dihantar melalui tali sawat ke kedudukan yang sepadan dan dipasang;
b. Kepala pemasangan memilih muncung yang sesuai berdasarkan jenis komponen yang akan diambil;
c. Kepala pemasangan bergerak ke kedudukan yang sepadan dengan lokasi tapak pengumpan komponen dan muncung mengambil komponen;
d. Selepas dikenal pasti melalui imej visual komponen, komponen akan diletakkan pada kedudukan yang ditetapkan pada SMB;
e. Langkah dari b hingga d diulang sehingga pemasangan komponen selesai;
f. SMB dihantar ke peringkat seterusnya dengan menggunakan tali sawat.
Elemen yang Mempengaruhi Kecekapan Pemasangan SM421
Menurut analisis terhadap struktur dan proses operasi SM421, unsur utama yang mempengaruhi kecekapan pemasangan termasuk:
• Kelajuan Pergerakan Kepala Gunung
Sebelum operasi normal, kelajuan pergerakan kepala pemasang SM421 perlu dipratetap, yang menunjukkan kelajuan pergerakan kepala pemasang antara peranti sekeliling. Kelajuan ini ditentukan berdasarkan beberapa faktor termasuk pakej komponen, saiz dan kualiti. Saiz komponen adalah songsang berkadar dengan kelajuan pergerakan kepala pemasang bagi mengelakkan anjakan komponen disebabkan pertukaran muncung atau komponen tercabut daripada muncung akibat daya sedutan vakum yang tidak mencukupi. Oleh itu, kelajuan pergerakan kepala pemasang perlu dikawal. Pecutan atau nyahpecutan diperlukan dalam proses pengambilan dan penempatan komponen dan tahapnya juga ditentukan oleh pakej komponen, yang turut perlu dipratetap.
• Kedudukan dan Akaun Penyuap Komponen
Dalam prosedur pemasangan, mesin pemasang jenis gantri berbilang kepala perlu menggerakkan kepala pemasang terlebih dahulu ke kedudukan yang sepadan dengan tapak pengumpan komponen untuk menyedut komponen yang akan dipasang dan kemudian menggerakkannya ke kedudukan pemasangan untuk pemasangan sebenar. Jarak antara kedudukan pengumpan komponen dan kedudukan pemasangan mempunyai pengaruh yang sangat besar terhadap masa pemasangan. Selain itu, jenis SMD (Surface Mount Devices) dan jumlah pemasangan juga mempengaruhi penempatan pengumpan komponen dan bilangan pengumpan. Jelas sekali, bagi PKS yang memerlukan pemasangan komponen bersaiz agak besar, kedudukan tapak pengumpan yang munasabah adalah amat kritikal. Di samping itu, komponen hendaklah disedut secara sekata oleh 6 muncung pada kepala pemasang dalam setiap kitaran pemasangan supaya bilangan kitaran pemasangan dapat diminimumkan dengan pengurangan bilangan pertukaran muncung dan peningkatan kecekapan pemasangan.
• Urutan Pemasangan Komponen
Setiap komponen mempunyai koordinat tersendiri pada SMB dan kepala pemasangan perlu melalui laluan yang rumit selepas pemasangan. Berdasarkan koordinat komponen yang berbeza, urutan pemasangan komponen yang sesuai boleh mengoptimumkan laluan pergerakan kepala pemasangan, yang hingga tahap tertentu akan mengurangkan jarak pergerakan kepala pemasangan pada paksi X-Y. Hasilnya, masa pemasangan seunit pada SMB dapat dijimatkan supaya kecekapan pemasangan mesin pemasang jenis gantri berbilang kepala dapat dipertingkatkan.
• Peranan Muncung
Muncung yang sesuai hendaklah diambil oleh kepala pemasangan yang serasi dengan jenis komponen yang sedia untuk dipasang. Masa pemasangan keseluruhan SMB berkait secara langsung dengan jarak antara kedudukan muncung dan pengumpan komponen. Selain itu, beberapa sifat yang dimiliki oleh muncung itu sendiri seperti tekanan vakum yang tidak mencukupi berkemungkinan menyebabkan muncung berprestasi buruk dari segi penjerapan, yang boleh mengakibatkan penjerapan berulang atau malah kegagalan dalam penjerapan komponen. Pengoptimuman jenis muncung yang digunakan oleh komponen adalah bermanfaat untuk mengurangkan masa pertukaran muncung dan mengelakkan muncung daripada kerap ditukar supaya kecekapan pemasangan dapat ditingkatkan.
• Pengaruh Sistem Visual
Sebelum pemasangan cip sebenar, SMD yang akan dipasang perlu dikenal pasti oleh sistem visual milik mesin pemasang dengan imej yang dijana bagi memastikan komponen mempunyai kualiti tinggi serta pakej dan saiznya serasi dengan data komponen yang disimpan dalam pangkalan data mengikut fail reka bentuk. Keseluruhan proses merangkumi langkah-langkah berikut: pengumpulan imej, pemprosesan dan pemulangan hasil. Masa yang akan diambil untuk pengecaman imej ditentukan oleh kualiti algoritma. Apabila komponen gagal dikenal pasti oleh sistem, kegagalan pemasangan akan berlaku dan komponen akan ditinggalkan oleh kepala pemasang. Setelah sejumlah komponen ditinggalkan, penggera akan dibunyikan oleh mesin pemasang, selepas itu mesin pemasang cip akan dimatikan secara automatik.
Dengan mengambil kira unsur-unsur yang dibincangkan di atas dan situasi praktikal SM421, pengoptimuman boleh dilakukan dengan melaraskan turutan dan bilangan pengumpan komponen, turutan pemasangan komponen dan sebagainya supaya masa pemasangan dapat dipendekkan dengan kecekapan pemasangan dipertingkatkan.
Pengoptimuman Teknologi Pemasangan dengan SM421
• Penentuan Kedudukan Penyuap Komponen pada Pangkalan Penyuap
Peruntukan pengumpan komponen pada tapak pengumpan dianggap sebagai salah satu elemen paling penting yang mempengaruhi kecekapan pemasangan. Untuk satu jujukan penempatan komponen yang diberikan, kedudukan pengumpan yang sesuai akan menjadikan jumlah pergerakan antara penyerapan kepala pemasangan dan pemasangan adalah minimum sambil mengelakkan pertukaran muncung yang kerap.
Langkah-langkah berikut boleh diambil untuk pengoptimuman:
a. Berdasarkan peraturan jarak minimum ke pusat SMB dan bilangan maksimum komponen, penempatan komponen pertama harus ditentukan pada tapak pengumpan.
b. Laluan optimum harus diikuti pada laluan pemasangan bagi komponen jenis ini.
c. Selepas pemasangan komponen dalam pengumpan pertama berjaya, komponen dengan jenis yang sama hendaklah dipilih dengan jarak minimum kepada komponen terakhir dalam pengumpan pertama. Jenis komponen ini hendaklah disusun dalam satu turutan dari kiri ke kanan berhampiran komponen ambien. Langkah b digunakan sebagai rujukan untuk mereka bentuk laluan pemasangan.
d. Langkah 2 dan 3 diulangi sehingga semua komponen telah diletakkan dengan betul pada tapak pengumpan.
• Algoritma Laluan Optimum bagi Pemasangan Komponen
Masalah Jurujual Mengembara (TSP) ialah satu masalah gabungan tipikal yang digunakan secara meluas dalam bidang ketenteraan, maklumat geografi dan perancangan projek. Selain itu, ia juga boleh digunakan untuk menyelesaikan banyak masalah praktikal seperti pengurusan lalu lintas jalan raya, perancangan logistik dan pengaturan pengeluaran produk. Dalam artikel ini, TSP akan digunakan untuk menyediakan laluan optimum dari segi pemasangan komponen.
Berdasarkan struktur SM421 dan prosedur pemasangan pemasang yang telah dibincangkan dalam bahagian terdahulu artikel ini, satu model matematik TSP boleh dibentuk untuk mengoptimumkan pemasangan komponen. Andaikan sebuah SMB mengandungi sejumlah (N) komponen yang perlu dipasang {C1, C2, C3…CN} while dabmenunjukkan jarak antara kedudukan pemasangan Ca dan tapak pengumpan Cb. Satu varian integer ditakrifkan sebagai Kab. Apabila Kabadalah sama dengan 1, ini menunjukkan bahawa ia boleh dicapai untuk berpindah dari Cakomponen ke tapak penyuap Cb. Jika tidak, nilai Kabadalah sifar. Model matematik yang dibina berdasarkan TSP termasuk:
①
②
③
④
Dalam kalangan model-model ini,usayamenunjukkan turutan komponen yang dipasang (saya=1, 2, 3…N) dan ia boleh diubah secara berterusan. Formula ① ditakrifkan sebagai laluan minimum bagi pemasangan komponen; Formula ② menunjukkan komponen Caciri pemasangan sekali sahaja; Formula ③ menunjukkan komponen Cbmenampilkan ciri pemasangan sekali sahaja. Hasilnya, Formula ② dan ③ memastikan setiap komponen menampilkan ciri pemasangan sekali sahaja.
TSP mengandungi banyak algoritma penyelesaian pengoptimuman. Satu jenis tergolong dalam algoritma tradisional yang boleh diklasifikasikan lagi kepada algoritma tepat dan algoritma hampiran optimum. Jenis yang lain tergolong dalam algoritma digital, termasuk algoritma penyejukan teraruh, algoritma koloni semut dan algoritma genetik. Dalam bahagian selebihnya artikel ini, algoritma koloni semut digunakan.
Pengoptimuman laluan pemasangan komponen boleh dicapai melalui algoritma koloni semut yang dioptimumkan dengan pertimbangan reka bentuk berikut:
a. Satu tatasusunan satu dimensi dan satu tatasusunan satu dimensi feromon ditetapkan dengan tujuan untuk menyimpan jarak antara kedudukan pemasangan komponen terakhir pada papan dan pengumpan komponen seterusnya. Nilai awal feromon ditetapkan kepada 1.
b. Semut pertama bergerak secara rawak dari kedudukan pemasangan komponen tertentu dan mencari kedudukan pengumpan komponen seterusnya mengikut kebarangkalian peralihan keadaan. Kemudian ia bergerak ke kedudukan pemasangan dan mencari kedudukan pengumpan komponen seterusnya melalui kaedah yang sama sehingga semua komponen siap dipasang.
c. Semut kedua mencari semua laluan pemasangan komponen berdasarkan Langkah b sehingga semua semut selesai mencari kedudukan pemasangan bagi semua komponen.
d. Feromon dikemas kini dengan masa pencarian setelah ditambah dan laluan optimum harus disimpan.
e. Semua semut mematuhi Langkah a hingga Langkah d untuk melakukan pencarian kali kedua dengan laluan optimum yang telah disimpan.
f. Bandingkan dua laluan optimum dan pilih yang lebih baik.
g. Kitar semula kemudian dilaksanakan berdasarkan masa pencarian yang ditetapkan dengan pengeluaran laluan optimum akhir.
Aplikasi Praktikal dalam Projek
Eksperimen dijalankan di kilang pemasangan SMT milikPCBCartdan 15 jenis PCB dipilih sebagai subjek. Papan-papan tersebut melalui proses pemasangan menggunakan perisian algoritma koloni semut yang dioptimumkan dan perisian milik mesin pemasang cip SM421 dengan keputusan mereka dibandingkan. Perbandingan antara kedua-duanya dapat diringkaskan dalam Jadual 2 di bawah.
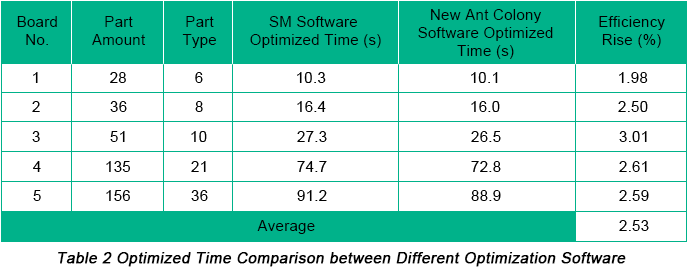
Berdasarkan jadual ini, kita dapat membuat kesimpulan bahawa masa yang dihabiskan untuk pemasangan komponen adalah lebih sedikit dengan perisian yang menggunakan algoritma koloni semut teroptimum, dengan kecekapan pemasangan meningkat sebanyak 2.53%. Kerasionalan dan kesahihan kaedah ini telah dibuktikan sepenuhnya.
Dengan mesin pemasang cip SM421 sebagai objek kajian, artikel ini menganalisis faktor-faktor yang mempengaruhi kecekapan pemasangan mesin pemasang cip, meneroka model matematik teknik pemasangan yang dioptimumkan dan menyelesaikan isu pengoptimuman teknik pemasangan melalui aplikasi algoritma koloni semut yang dioptimumkan. Oleh itu, penggunaan algoritma koloni semut yang dioptimumkan membawa kepada peningkatan kecekapan pemasangan, sekali gus memberikan manfaat dari segi kos dan kebolehpercayaan.












