In Übereinstimmung mit dem Entwicklungstrend moderner Elektronikprodukte umfasst der primäre Fortschrittstrend neu entwickelter Elektronikprodukte Miniaturisierung, 3D-Montage und hohe Zuverlässigkeit. Die Expansion des Elektronikmarktes führt dazu, dass Leiterplatten (PCBs) weltweit hinsichtlich Umfang und Technologie kontinuierlich aufgerüstet werden. In der Folge bemühen sich Leiterplattenhersteller, zahlreiche Technologien zu erforschen, die mit dem oben genannten Entwicklungstrend kompatibel sind. Aufgrund von Einschränkungen in Bezug auf Umwelt und Anwendungen entsteht das Design flexibler Leiterplatten, und um die Lötbarkeit und 3D-Montagefähigkeit von Elektronikprodukten weiter sicherzustellen,Flex-Rigid-Leiterplattewurde geboren.
Die Fertigungstechnologie von Starrflex-Leiterplatten wird mit der technologischen Entwicklung und dem zunehmenden Fortschritt der Produkte kontinuierlich weiterentwickelt. Was die Schlüsseltechnologien bei der Herstellung von Starrflex-Leiterplatten betrifft, so gilt die Fensterherstellung eindeutig als Kernprozess. Dieser Artikel stellt führende Fensterherstellungstechnologien für Starrflex-Leiterplatten vor, einschließlich Fensteröffnungsverfahren, Kupferfolien-Ätzverfahren, Füllverfahren, positiver und negativer Tiefenkontrollverfahren, Laserschneidverfahren und Verfahren mit haftendem Resist.
Fensteröffnungsart
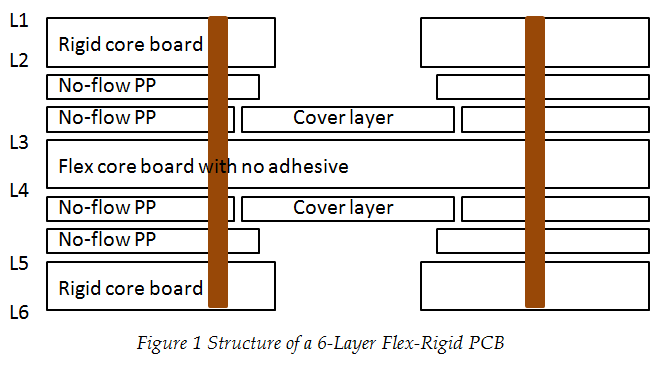
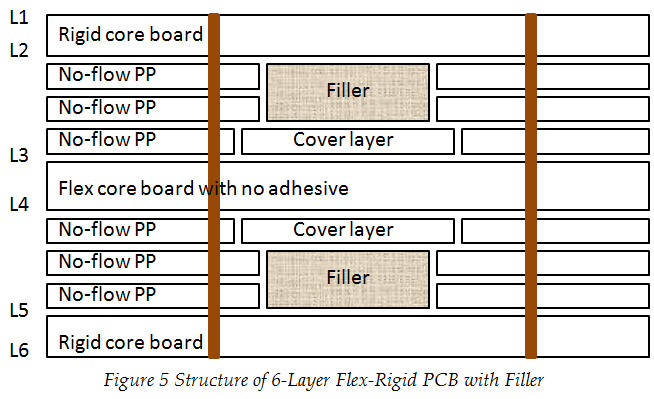
Die Fensteröffnungsmethode bezeichnet den Prozess, bei dem eine Starrflex-Leiterplatte mit Kernaufbau durch mechanisches Fräsen oder Stanzformen den starren Kern im flexiblen Bereich sowie das No-Flow-Prepreg entfernt, sodass durch Laminierung eine Starrflex-Leiterplatte entsteht. Eine 6-lagige Starrflex-Leiterplatte wird als Beispiel verwendet, um die Technologie der Fensteröffnungsmethode und ihren Herstellungsprozess zu erläutern.
• Vorstandsstruktur
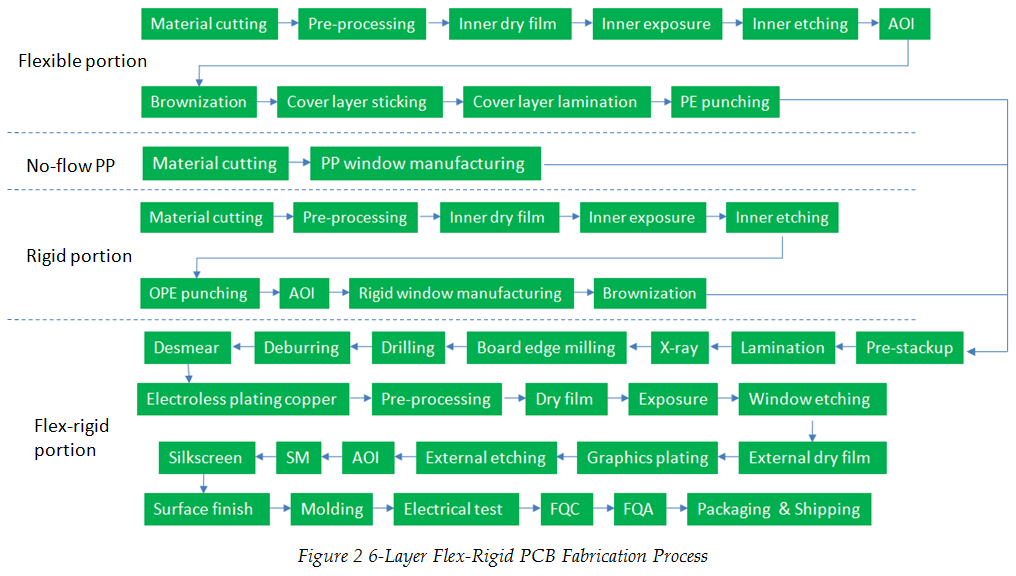
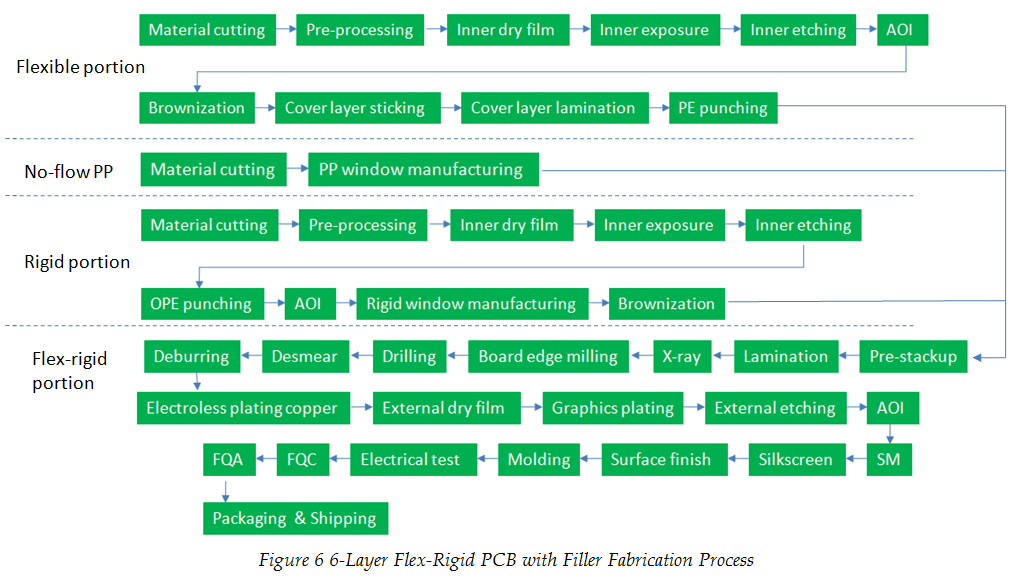
• Fertigungsprozess
• Schlüsseltechnologieanalyse
a. Beschichtung der Deckschicht
Die Querschnittsanalyse wird an der Durchkontaktierung nach lokaler Beschichtung und Gesamtbeschichtung durchgeführt. Daraus lässt sich schließen, dass die lokale Beschichtungstechnologie in der Lage ist, Delaminationsprobleme aufgrund thermischer Einflüsse und Ausfälle der elektrischen Leitfähigkeit zu verhindern, sodass die Produktzuverlässigkeit verbessert wird.
b. PE-Stanzen für flexiblen Abschnitt
Da während der Laminierung der Decklage Änderungen an der flexiblen Leiterplattengröße auftreten, sollte das PE-Stanzen nach der Herstellung der Decklage durchgeführt werden, um die Lagenregistrierung zu verbessern.
c. Herstellung von No-Flow-PP-Fenstern
Basierend auf den Testprinzipien von IPC-TM-650 und unter Berücksichtigung des praktischen Laminierprozesses kann die Überlaufmenge des No-Flow-PP-Klebstoffs in Bezug auf verschiedene Hersteller und unterschiedliche Stückzahlen geprüft werden. Nachdem eine Kompensationskonstruktion am ursprünglichen Fenster der Kunden vorgenommen wurde, kann die Ebenheit an der Schnittstelle der Starrflex-Leiterplatte sichergestellt werden.
d. Fensterherstellung am starren Abschnitt
Zur Entfernung des mit dem flexiblen Teil kompatiblen starren Kerns sollten mechanisches Fräsen oder Stanzformen eingesetzt werden. Das Stanzformen eignet sich besser für die Massenproduktion, während das mechanische Fräsen für mittlere oder kleine Stückzahlen besser geeignet ist.
Kupferfolien-Ätzverfahren
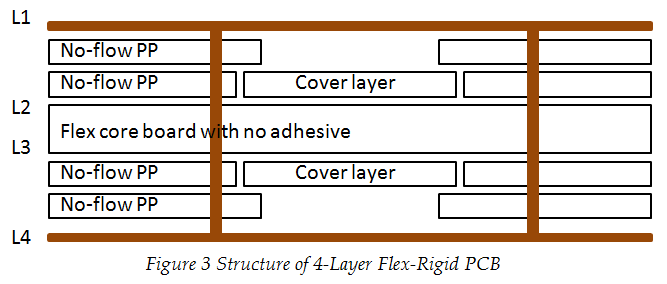
Die Kupferfolien-Ätzmethode bezeichnet den Prozess, bei dem bei einer Starrflex-Leiterplatte mit Kupferfolienstruktur Lösungen eingesetzt werden, um das Fenster im flexiblen Bereich freizulegen. Was die Kupferfolien-Ätzmethode betrifft, wird eine 4-lagige Starrflex-Leiterplatte als Beispiel verwendet, um die Technologie der Kupferfolien-Ätzmethode und ihren Herstellungsprozess zu erläutern.
• Vorstandsstruktur
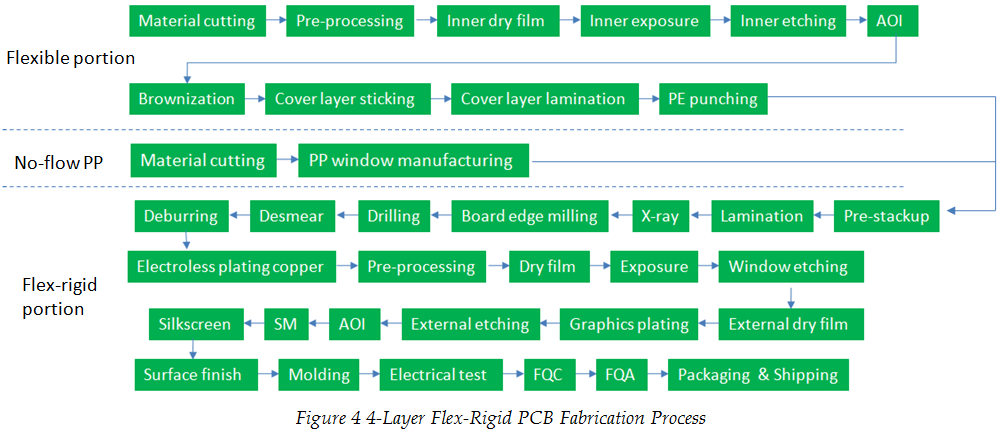
• Fertigungsprozess
• Schlüsseltechnologieanalyse
a. Laminierung
Aufgrund der unterschiedlichen CTE-Werte (Wärmeausdehnungskoeffizienten) verschiedener Materialien sorgt die Umsetzung einer speziellen Laminieraufbaustruktur dafür, dass die äußere Kupferfolie auf der Leiterplatte während des Laminierens eine gleichmäßige Zugspannung erhält, sodass Probleme wie unzureichende PP-Klebstofffüllung, Faltenbildung und Beschädigung der Kupferfolie sowie eine unzureichende Ebenheit der Leiterplattenoberfläche vermieden werden können.
b. Fensterätzung
Das Negativätzen wird nach Abschluss der Stromzufuhr mit der kupferbeschichteten Leiterplatte durchgeführt, und die Kupferfolie im flexiblen Bereich sollte weggeätzt werden, sodass die flexible Leiterplatte freiliegt.
Füllmethode
Die Füllmethode bezeichnet den Prozess, bei dem Füllmaterialien im Fenster der Starrflex-Leiterplatte platziert werden und Füllmaterialien sowie Oberflächenbereiche anschließend durch Blindfräsen entfernt werden. Zur Erläuterung der Füllmethode und ihres Herstellungsprozesses wird als Beispiel eine sechslagige Starrflex-Leiterplatte verwendet.
• Vorstandsstruktur
• Fertigungsprozess
• Analyse der Schlüsseltechnologien
a. Vor-Stackup
Während des Stapelvorgangs wird Füllmaterial in das Hohlfenster eingebracht, wobei die folgende Anforderung erfüllt wird:
① Der Füllstoff sollte weich sein und eine glatte Oberfläche haben;
② Der Füllstoff sollte hochtemperaturbeständig sein und der CTE sollte dem des Substratmaterials entsprechen oder niedriger sein.
③ Die Form des Füllmaterials sollte der des Fensters entsprechen und eine hohe Stabilität aufweisen.
④ Die Dicke des Füllmaterials sollte derjenigen der Füllung entsprechen.
b. Formgebung
Das Fenster an der getrennten Position der Starrflex-Leiterplatte wird durch mechanisches Fräsen hergestellt, und das Fenster an der verbundenen Position wird mit mechanischer Tiefensteuerung gefertigt. Sobald das Füllmaterial entfernt wird, liegt der flexible Bereich sofort frei.
Methode zur positiven und negativen Tiefensteuerung
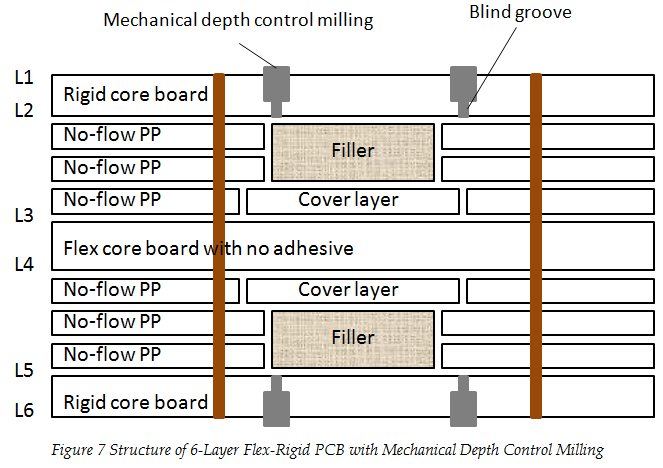
Die Positiv- und Negativ-Tiefensteuerungsmethode bezeichnet das Verfahren, bei dem vorab eine Blindnut auf der starren Leiterplatte in der Nähe der flexiblen Leiterplatte hergestellt wird. Nach Aufbau und Laminierung wird bei der Formgebung ein mechanisches Tiefensteuerungsverfahren eingesetzt, das mit der Blindnut kombiniert wird. Anschließend wird die starre Leiterplatte an der Fensterposition entfernt, um den flexiblen Bereich freizulegen. Hinsichtlich der Positiv- und Negativ-Tiefensteuerungsmethode wird eine sechslagige Starrflex-Leiterplatte als Beispiel verwendet, um die Technologie der Positiv- und Negativ-Tiefensteuerung und ihren Herstellungsprozess zu erläutern.
• Vorstandsstruktur
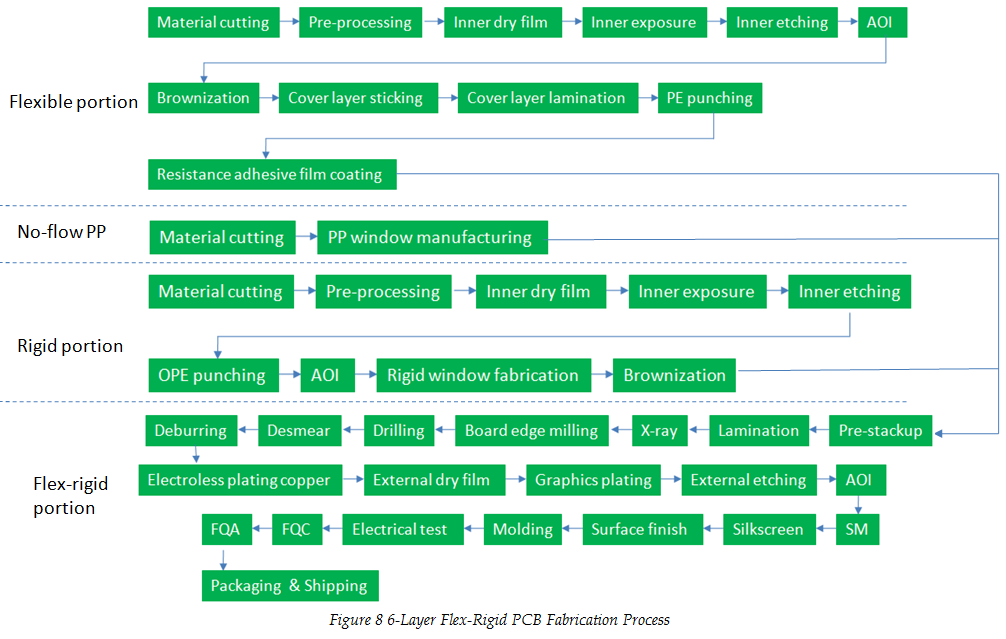
• Fertigungsprozess
• Schlüsseltechnologieanalyse
a. Herstellung von Blindnuten für starre Leiterplatten
Die Tiefe der starren Blindnut wird üblicherweise im Bereich von 1/3 bis 2/3 der Dicke der starren Kernplatte gehalten und sollte den Bereich der praktischen mechanischen Tiefenkontrollfähigkeit nicht überschreiten, um zu verhindern, dass das Fräsen die flexible Leiterplatte beschädigt. Die Blindnut kann mit den folgenden Methoden hergestellt werden:
① Mechanisches Fräsen einer Sacknut. Die Sacknut wird mit einer CNC-Fräsmaschine hergestellt.
② Blindnut durch Röntgen. Eine Kohlendioxid-Röntgenmaschine wird verwendet, um Blindnuten in verbundenen Löchern herzustellen.
③ Blindnut durch Laserschneiden. Die Blindnut wird mit einer UV-Laserschneidmaschine geschnitten.
④ V-Cut-Blindnut. Die V-Cut-Blindnut wird mit einer V-Cut-Maschine hergestellt.
Dieser Artikel stellt die Schlüsseltechnologien der Herstellung von Starrflex-Leiterplatten vor, nämlich die Fensterherstellung, sowie verschiedene Verfahren, die für unterschiedliche Arten von Starrflex-Leiterplatten geeignet sind. Alle diese Verfahren können in Kombination angewendet werden, um eine hohe Zuverlässigkeit und hervorragende Leistung von Starrflex-Leiterplatten zu gewährleisten.
Kontaktieren Sie PCBCart, einen professionellen chinesischen Anbieter von Flex-Rigid-PCB-Produktionslösungen












