WeilBGA (Ball Grid Array)Lötperlen sind unter dem Gehäuse verborgen, daher ist es ziemlich schwierig, ihre Leistung zu überprüfen. Bis jetzt,Automatisierte Röntgeninspektionwird eingesetzt, um Defekte von BGA-Lotkugeln wie Lunker, Versatz, Brückenbildung, Kaltsoldern usw. sichtbar zu machen. Sobald Defekte festgestellt werden, muss nachgearbeitet werden. Nacharbeit ist jedoch immer sehr kostspielig und wird von OEMs absolut NICHT gewünscht. Daher ist es von größter Bedeutung, die Qualität der BGA-Lotkugeln zu gewährleisten, indem das Entstehen von Lotfehlern wirksam verhindert wird. In diesem Artikel werden daher die Schlüsselelemente erläutert, die im SMT-Bestückungsprozess zu berücksichtigen sind.
Es ist wichtig zu erwähnen, dass alle Tipps auf den Fertigungserfahrungen in der Werkstatt von PCBCart basieren. PCBCart bedient seit 20 Jahren die weltweite Elektronikindustrie. Bis heute haben wir mehr als 10.000 Kunden aus über 80 Ländern und Regionen auf der ganzen Welt mit HOCHZUVERLÄSSIGEN und KOSTENGÜNSTIGEN unbestückten Leiterplatten und bestückten Leiterplatten beliefert, die in zahlreichen Bereichen weit verbreitet eingesetzt werden, darunter Gesundheitswesen, industrielle Steuerung, Transport, Militär, Luft- und Raumfahrt, IoT usw.
Leiterplattenfertigung + Leiterplattenbestückung unter einem Dach
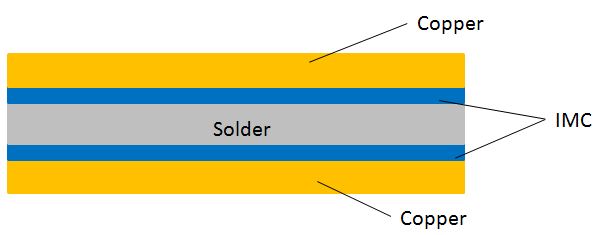
Wenn Lot auf eine Temperatur über seinem Schmelzpunkt erhitzt wird, wird die Oxidschicht auf der Kupferoberfläche des Pads durch die Aktivierung des Flussmittels entfernt. Gleichzeitig werden sowohl die Kupferoberfläche als auch die Metallpartikel im Lot in ausreichendem Maße aktiviert. Das geschmolzene Lot benetzt die vom Flussmittel gereinigte Pad-Oberfläche, wobei eine chemische Diffusionsreaktion ausgelöst wird. Schließlich und direkt wird auf der Oberfläche von Lot und Pad eine IMC (Intermetallische Verbindung) gebildet.
Die SMT-Bestückung besteht hauptsächlich aus den folgenden Schritten:
• Lotpastendruck;
•SPI (Lötpasteninspektion)(Optional)
• Chip-Montage;
• Reflow-Löten;
•AOI (Automatisierte Optische Inspektion);
• AXI (Optional);
• Nacharbeit (optional).
Um das BGA-Löten im SMT-Prozess zu optimieren, sollten vor und während des Lötprozesses wesentliche Maßnahmen ergriffen werden. Daher wird die Diskussion aus zwei Perspektiven dargestellt: vor dem Löten und während des Lötens.
Vor dem Löten
a. Vorbereitung der Leiterplatte
Zunächst sollte eine geeignete Oberflächenbeschaffenheit ausgewählt werden, die mit den Projekt- oder Produktanforderungen kompatibel ist. Es stehen mehrere Oberflächenveredelungen zur Verfügung undEinführung und Vergleich von Oberflächenbearbeitungensollte Ihnen klar sein. Einige Produkte erfordern ROHS-Anforderungen und eine bleifreie Oberflächenveredelung, bleifreies HASL, bleifreies ENIG oder bleifreiesOSPangewendet werden.
Zweitens sollten Leiterplatten (PCBs) ordnungsgemäß gelagert und verwendet werden. PCBs sollten vakuumverpackt werden, und der Behälter sollte einen Feuchtigkeitssperrbeutel und eine Feuchtigkeitsempfindlichkeits-Anzeigekarte enthalten. Die Anzeigekarte ermöglicht es, bequem und kostengünstig zu überprüfen, ob die Luftfeuchtigkeit im Kontrollbereich liegt. Anhand der Farbe auf der Karte kann die Luftfeuchtigkeit im Beutel sowie die Wirkung des Trockenmittels abgelesen werden. Sobald die Luftfeuchtigkeit im Inneren des Beutels den Anzeigewert erreicht oder überschreitet, wird der entsprechende Kreis rosa.
Drittens sollten Leiterplatten gebacken und/oder gereinigt werden. Durch das Backen von Leiterplatten kann verhindert werden, dass Feuchtigkeit zu Lötfehlern führt. Das Backen kann bei einer Temperatur von 110±10℃ für zwei Stunden durchgeführt werden. Außerdem kann die Leiterplattenoberfläche während des Transports und der Lagerung der Leiterplatten mit Staub bedeckt werden. Daher ist es äußerst wichtig, die Leiterplatten vor der Bestückung gründlich zu reinigen. Bei PCBCart wird ein Ultraschallreiniger für bestückte Leiterplatten eingesetzt, um sicherzustellen, dass sie vollständig sauber sind. Dadurch kann die Zuverlässigkeit der Platinen erheblich gewährleistet werden.
Schnell gefertigte PCB‑Prototypen zu niedrigen Kosten
b. BGA-Vorbereitung
Als eine Art feuchtigkeitsempfindlicher Bauteile müssen BGAs in einer Umgebung mit konstanter Temperatur und Trockenheit gelagert werden. Das Bedienpersonal sollte während des gesamten Prozesses strenge Arbeitsabläufe einhalten, damit die Bauteile nicht beeinträchtigt werden. Allgemein gesprochen sollten BGA-Bauteile in einem Feuchtigkeitsschutzschrank bei einer Temperatur im Bereich von 20 bis 25 °C und einer Luftfeuchtigkeit von etwa 10 % gelagert werden. Außerdem ist es besser, sich dabei auf Stickstoff zu stützen.
BGA-Bauteile müssen vor dem Löten gebacken werden, und die Löttemperatur sollte 125 ℃ nicht überschreiten, da eine zu hohe Temperatur eine Veränderung der metallografischen Struktur verursachen kann. Wenn die Bauteile in die Reflow-Lötphase eintreten, kommt es leichter zu einer Trennung zwischen den Lotkugeln und dem Bauteilgehäuse, was die SMT-Lötqualität verringert. Ist die Backtemperatur zu niedrig, lässt sich die Feuchtigkeit nur schwer entfernen. Daher wird empfohlen, die Bauteile vor der SMT-Bestückung zu backen, damit die innere Feuchtigkeit im BGA rechtzeitig entfernt werden kann. Außerdem kann dadurch auch die Wärmebeständigkeit des BGA verbessert werden. Darüber hinaus sollte der BGA nach dem Backen und vor dem Einlauf in die SMT-Fertigungslinie eine halbe Stunde lang abkühlen.
Während des Lötens
Tatsächlich ist es nicht einfach, das Reflow-Löten zu kontrollieren, daher ist es von großer Bedeutung, ein optimales Reflow-Temperaturprofil zu erfassen, um eine hohe Leistungsfähigkeit von BGA-Bauteilen zu erreichen.
a. Vorheizzone
In der Vorheizphase steigt die Temperatur der Leiterplatte (PCB) kontinuierlich an und das Flussmittel wird aktiviert. Allgemein gesprochen sollte der Temperaturanstieg mit einer gleichmäßigen Geschwindigkeit kontrolliert werden, um zu verhindern, dass Leiterplatten durch schnelles Aufheizen verformt werden. Der ideale Temperaturanstieg sollte unter 3 ℃/s liegen, wobei 2 ℃/s optimal sind. Die Zeitspanne sollte zwischen 60 und 90 Sekunden liegen.
b. Thermische Einweichzone
Im thermischen Einweichbereich kommt es zur Verflüchtigung des Flussmittels. Die Temperatur sollte im Bereich von 150℃ bis 180℃ für 60 bis 120 Sekunden gehalten werden, damit das Flussmittel vollständig verflüchtigt werden kann. Die Temperaturanstiegsgeschwindigkeit liegt im Allgemeinen im Bereich von 0,3 bis 0,5℃/s.
c. Reflow-Zone
Die Temperatur der Reflow-Zone überschreitet in diesem Bereich die Schmelztemperatur, wobei die Lotpaste in den flüssigen Zustand übergeht. Während dieser Phase sollte eine Temperatur von über 183 °C für 60 bis 90 Sekunden aufrechterhalten werden. Sowohl eine zu kurze als auch eine zu lange Zeit kann zu Qualitätsproblemen beim Löten führen. Daher ist es äußerst wichtig, die Verweilzeit bei einer Temperatur von 220 ± 10 °C zu kontrollieren. Normalerweise sollte die Zeit im Bereich von 10 bis 20 Sekunden liegen.
d. Kühlzone
In der Kühlzone beginnt die Lotpaste zu erstarren, wobei die Bauteile fest auf der Leiterplatte fixiert werden. Außerdem sollte die Temperaturabsenkung so geregelt werden, dass sie nicht zu hoch ist, im Allgemeinen unter 4 ℃/s. Die ideale Temperaturabsenkung beträgt 3 ℃/s. Eine zu hohe Temperaturabsenkung führt zu Verformungen der Leiterplatten und verringert die BGA-Lötqualität erheblich.
Sobald die oben besprochenen Anforderungen erfüllt sind, werden BGA-Bauteile in hoher Qualität auf Leiterplatten gelötet. PCBCart ist auf One-Stop spezialisiertLeiterplattenbestückungund die feinste BGA-Pitch, mit der wir umgehen können, beträgt 0,35 mm. Darüber hinaus werden strenge Inspektionen durchgeführt, um die Leistung und Zuverlässigkeit der Produkte sicherzustellen, einschließlich AOI und AXI.
Holen Sie sich jetzt ein Sofortangebot für One-Stop-PCB-Bestückung