












PCB añadido correctamente a tu carrito de compras
Comparación de las tecnologías de soldadura utilizadas en la soldadura por refusión con plomo y sin plomo
MVC se refiere a los componentes más vulnerables (MVC) durante la soldadura por refusión, como los condensadores electrolíticos de aluminio con dieléctrico líquido, conectores, microinterruptores DIP, LED, transformadores, material del sustrato de la PCB (Placa de Circuito Impreso), etc. Los componentes con plomo y sin plomo difieren entre sí en cuanto a su capacidad para soportar la soldadura por refusión.
• Componentes principales
Dado que la temperatura máxima en la soldadura por refusión con plomo no superará los 230 °C, la resistencia al calor de los MVC debe establecerse en 240 °C, incluyendo todas las herramientas de soldadura fabricadas por los fabricantes industriales, el equipo de soldadura y los materiales auxiliares utilizados para soldar, todos los cuales están diseñados y seleccionados en función de una resistencia al calor de 240 °C.
• Componentes sin plomo
La temperatura máxima en la soldadura por refusión sin plomo puede alcanzar los 250 °C, por lo que la resistencia térmica mínima de los MVC debe establecerse al menos en 260 °C. Como resultado, todas las herramientas de soldadura fabricadas por los fabricantes industriales, el equipo de soldadura y los materiales auxiliares utilizados para la soldadura deben diseñarse y seleccionarse en función de una resistencia térmica de 260 °C.
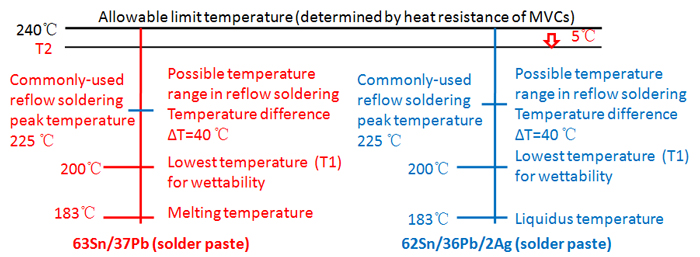
Ingrediente de la pasta de soldadura comúnmente utilizado en la soldadura por refusión
• Soldadura por refusión con plomo
Equivalente a la soldadura por ola con plomo, la soldadura por refusión con plomo comparte el mismo ingrediente de pasta de soldadura de uso común, es decir, pasta de soldadura eutéctica Sn37Pb y pasta de soldadura Sn36Pb2Ag.
• Soldadura por refusión sin plomo
El componente de la aleación en la pasta de soldadura utilizada para la soldadura por refusión sin plomo incluye principalmente:
a. Pasta de soldadura SAC305. Como uno de los elementos de aplicación más amplia en la industria moderna, presenta una temperatura de fusión de 217°C a 220°C.
b. Pasta de soldadura SAC387. Como composición eutéctica de la aleación SnAgCu, la SAC387 presenta una temperatura de fusión de 217 °C, a la cual es capaz de completar la transición sólido‑líquido. Debido a su baja temperatura de fusión, se aplica principalmente en algunos productos especiales, por ejemplo en aplicaciones militares.
Rango de temperatura máxima de soldadura por refusión
• Soldadura por refusión con plomo
En lo que respecta a productos simples, el rango de temperatura máxima durante la soldadura por refusión con plomo es de 205 °C a 220 °C. Sin embargo, en el caso de productos complejos, como algunos encapsulados de CI, la temperatura máxima puede ser tan alta como 225 °C, como se indica en la figura siguiente.
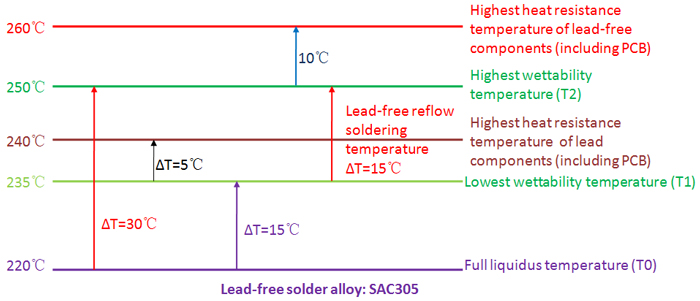
• Soldadura por refusión sin plomo
En lo que respecta a la soldadura por refusión sin plomo, si la temperatura pico más baja es de 235 °C en una soldadura por refusión práctica, la temperatura pico más alta estará determinada por la diferencia de temperatura (ΔT) en la placa PCB, la cual, sin embargo, viene determinada por el tamaño de la PCB, el grosor de la placa, el número de capas de la PCB, la disposición de los componentes, la distribución de las capas de cobre, el tamaño de los componentes y la capacidad térmica. Aquellas PCBs grandes y gruesas, con componentes grandes y complejos montados, presentan un ΔT típico tan alto como 20 °C a 25 °C. Como resultado, la temperatura pico debe minimizarse para prolongar el tiempo de precalentamiento y de soldadura por refusión, como se indica en la figura siguiente.
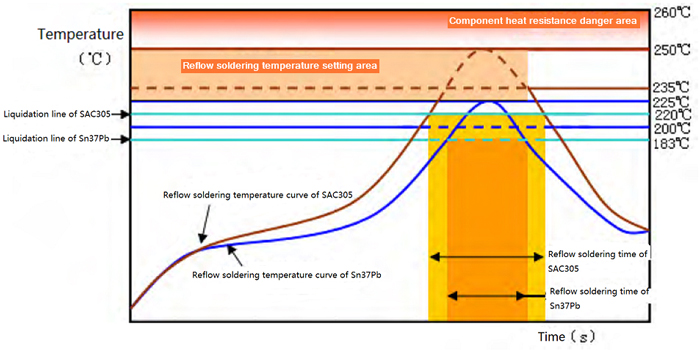
Curva de tiempo-temperatura de soldadura por refusión
La comparación de la curva tiempo-temperatura entre la soldadura por refusión con plomo y sin plomo se muestra en la siguiente figura.
Comparación de capacidades autoalineadas entre la soldadura por refusión con plomo y sin plomo
• Soldadura por refusión con plomo
Cuando se aplica pasta de soldadura con plomo (Sn37Pb, Sn36Pb2Ag) con PCBacabado superficialsiendo HASL Sn37Pb oOSPsi los componentes ensamblados se desvían de las almohadillas en un 50 %, la autoalineación puede implementarse correctamente.
• Soldadura por refusión sin plomo
a. Dado que el aire participa en la soldadura por refusión, se aplica pasta de soldadura SAC305 con el acabado de superficie de las almohadillas del PCB siendo ENIG y OSP y las uniones de soldadura SAC305. Si los componentes ensamblados se desvían de las almohadillas en un 25%, la autoalineación puede implementarse adecuadamente.
b. Dado que el nitrógeno participa en la soldadura por refusión, se aplica pasta de soldadura SAC305 con el acabado de superficie de las almohadillas del PCB siendo ENIG y OSP y las uniones de soldadura SAC305. Si los componentes ensamblados se desvían de las almohadillas en un 50%, la autoalineación también puede implementarse adecuadamente.
Comparación del procedimiento de eliminación de plomo entre uniones de soldadura con plomo y sin plomo
Roma no se construyó en un día. La transición total nunca puede lograrse con un solo paso desde un sistema de soldadura SnPb completo a un sistema de soldadura totalmente libre de plomo. Debe existir un proceso transitorio en el que coexistan elementos con plomo y sin plomo. Esto se debe a que distintos departamentos en las industrias de fabricación de productos electrónicos no logran mantener la sincronización en el calendario y la preparación tecnológica para la eliminación del plomo. Como resultado, tienden a producirse defectos de soldadura en este proceso transitorio.
• Compatibilidad directa
Por ejemplo, cuando se utiliza pasta de soldadura sin plomo SAC para soldar uniones de soldadura BGA (ball grid array) con plomo, se producirá compatibilidad directa, lo que se debe al hecho de que el calendario sin plomo de los distribuidores de componentes es posterior al de los fabricantes de PCB. En esta situación, las uniones de soldadura BGA se funden primero y se cubren sobre la pasta de soldadura cuyo aleación no se ha fundido, lo que provoca un colapso masivo y la oxidación de las esferas de soldadura con plomo. Como resultado, se generarán vacíos e inclusiones internas de escoria no metálica debido a la dificultad para expulsar el disolvente del flux y los contaminantes en la pasta de soldadura, lo cual no está permitido.
• Compatibilidad con versiones anteriores
Cuando la soldadura sin plomo necesita cooperar con pasta de soldadura con plomo, se producirá compatibilidad inversa. La pasta de soldadura (SnPb) recubierta sobre la almohadilla se funde, pero las esferas de soldadura SAC aún no se han fundido. El plomo se dispersará hacia el límite de las partículas cristalinas de las esferas de soldadura que no se han fundido por completo. Hasta qué punto el plomo puede dispersarse en las esferas de soldadura SAC depende de cuán alta se establezca la temperatura de refusión y de cuán rápido se funda la soldadura SnPb en la pasta de soldadura. Como resultado, las uniones de soldadura son irregulares e inestables.
Para obtener una mayor calidad y fiabilidad de las uniones de soldadura, la curva de tiempo-temperatura de refusión debe reajustarse de modo que las esferas de soldadura SAC puedan fundirse completamente y el plomo de la pasta de soldadura SnPb pueda mezclarse por completo con las esferas de soldadura SAC fundidas.
Comparación de la velocidad de enfriamiento entre los procedimientos de soldadura por refusión con plomo y sin plomo
• Soldadura por refusión con plomo
Dado que la temperatura máxima de la soldadura por refusión con plomo es más baja que la de la soldadura por refusión sin plomo y el calor acumulado por los dispositivos soldados no es tan alto, es suficiente con que la unidad de enfriamiento mantenga una velocidad de enfriamiento de 3 a 4 °C/s.
• Soldadura por refusión sin plomo
Debido a que la soldadura por refusión sin plomo se caracteriza por una alta temperatura y una mayor acumulación de calor, para evitar que las uniones de soldadura tarden mucho en enfriarse y solidificarse y que las partículas cristalinas se vuelvan gruesas, la aceleración del enfriamiento también puede impedir la segregación. Por lo tanto, el equipo de enfriamiento del equipo de soldadura por refusión debe tener una mayor velocidad de enfriamiento para que la temperatura de las uniones de soldadura pueda disminuir rápidamente. Por lo general, se requiere una velocidad de enfriamiento de 5 a 6 °C/s.
Influencia de la velocidad de enfriamiento en la resistencia a la fluencia
• Influencia de la velocidad de enfriamiento de la soldadura sin plomo en la resistencia a la fluencia
a. La mejora de la velocidad de enfriamiento hace que aumente la resistencia a la fluencia de los dispositivos, lo cual se debe a que el enfriamiento rápido modifica la microestructura. Las dendritas pequeñas formadas por el enfriamiento rápido y las partículas de Ag3Sn en el sustrato reforzarán la resistencia a la rotura del contacto, de modo que se mejorará la resistencia a la fluencia de las uniones de soldadura.
b. El enfriamiento lento hace que las partículas cristalinas crezcan, lo que tiende a provocar la generación y expansión de grietas. La mejora de la resistencia a la fluencia del SnAg disipa principalmente las partículas asignadas con función de refuerzo.
• Influencia de la velocidad de enfriamiento de la soldadura de plomo en la resistencia a la fluencia
A diferencia de la aleación SAC, el plomo adoptará una forma esférica cuando la soldadura eutéctica de plomo se someta a un enfriamiento rápido y todas las fases se refinarán en el caso de acelerar la velocidad de enfriamiento. Sin embargo, la diferencia radica en que el plomo presenta una dureza menor que el sustrato de Sn y un contenido mayor que la Ag en las aleaciones SnAg y SAC.
PCBCart ofrece técnicas de fabricación de soldadura con plomo y soldadura sin plomo para el ensamblaje de PCB
Entendemos que diferentes proyectos requieren diferentes técnicas de soldadura. Para satisfacer todas las demandas de los clientes, ofrecemos tanto técnicas de fabricación con soldadura con plomo como con soldadura libre de plomo para el ensamblaje de placas de circuito impreso. ¿Quieres saber cuánto cuesta tu trabajo de ensamblaje de PCB? Haz clic en el siguiente botón para obtener una cotización de PCBA, ¡no te costará ni un centavo!
Solicitar cotización de ensamblaje de PCB - Soldadura con plomo/sin plomo
Recursos útiles
•Servicio completo de fabricación de PCB
•Servicio avanzado de ensamblaje de PCB con múltiples opciones de valor añadido
•Introducción a la tecnología de fabricación de PCB sin plomo
•Comparación entre el procedimiento de fabricación con soldadura con plomo y sin plomo en PCBA
•Contraste de las tecnologías de soldadura utilizadas en la soldadura por ola con plomo y sin plomo
•Comparación de la fiabilidad entre uniones de soldadura con plomo y sin plomo