Parce queBGA (Boîtier à billes)les billes de soudure étant cachées sous le boîtier, il est assez difficile d’inspecter leurs performances. Jusqu’à présent,Inspection automatisée par rayons Xest appliquée pour aider à révéler les défauts des billes de soudure BGA, notamment les vides, les déplacements, les ponts de soudure, les soudures froides, etc. Une fois les défauts découverts, une retouche doit être effectuée. Cependant, la retouche coûte toujours très cher, ce qui n’est absolument PAS souhaité par les OEM. Il est donc primordial de garantir la qualité des billes de soudure BGA en empêchant efficacement la génération de défauts de soudure. Ainsi, cet article abordera les éléments clés à maîtriser dans le processus d’assemblage SMT.
Il est nécessaire de préciser que tous les conseils sont résumés sur la base de l’expérience de fabrication dans l’atelier de PCBCart. PCBCart sert l’industrie électronique mondiale depuis 20 ans. À ce jour, nous avons servi plus de 10 000 clients provenant de plus de 80 pays et régions à travers le monde avec des circuits imprimés nus et assemblés HAUTE FIABILITÉ et FAIBLE COÛT, qui ont été largement appliqués dans de nombreux domaines couvrant les soins médicaux, le contrôle industriel, le transport, le militaire, l’aérospatiale, l’IoT, etc.
Fabrication de PCB + Assemblage de PCB sous un même toit
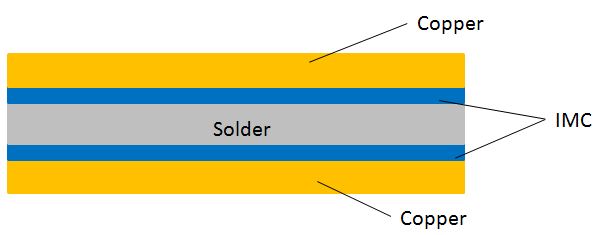
Lorsque la brasure est chauffée à une température supérieure à son point de fusion, la couche d’oxyde présente sur la surface en cuivre du pad est éliminée sous l’action du flux. Parallèlement, la surface de cuivre et les particules métalliques de la brasure sont activées de manière suffisante. La brasure fondue mouille la surface du pad qui a été nettoyée par le flux, ce qui provoque une réaction de diffusion chimique. Finalement, le CMI (Composé Métallique Intermétallique) est directement formé à la surface de la brasure et du pad.
Le montage SMT se compose principalement des étapes suivantes :
• Impression de pâte à braser;
•SPI (inspection de pâte à braser)(Facultatif);
• Montage de puces;
• Brasage par refusion;
•AOI (Inspection Optique Automatisée);
• AXI (Facultatif);
• Retravail (facultatif).
Pour optimiser le brasage BGA dans le procédé SMT, des mesures essentielles doivent être prises avant et pendant le processus de brasage. Ainsi, la discussion sera présentée sous deux aspects : avant le brasage et pendant le brasage.
Avant soudure
a. Préparation de la carte PCB
Tout d’abord, il convient de choisir une finition de surface appropriée afin qu’elle soit compatible avec les exigences du projet ou du produit. Il existe plusieurs finitions de surface disponibles etprésentations et comparaison des états de surfacedoit être clair dans votre esprit. Certains produits exigent la conformité RoHS et une finition de surface sans plomb, HASL sans plomb, ENIG sans plomb ou sans plombOSPpeut être appliqué.
Deuxièmement, les PCB doivent être correctement stockés et utilisés. Les PCB doivent être emballés sous vide et le conteneur doit inclure un sachet barrière à l’humidité et une carte indicatrice de sensibilité à l’humidité. La carte indicatrice permet de vérifier de manière pratique et économique si l’humidité se situe dans la plage de contrôle. La couleur sur la carte permet de voir l’humidité à l’intérieur du sachet et l’effet du dessiccant. Une fois que l’humidité à l’intérieur du sachet dépasse ou atteint la valeur indiquée, le cercle correspondant devient rose.
Troisièmement, les circuits imprimés doivent être cuits et/ou nettoyés. La cuisson peut être appliquée aux circuits imprimés afin d’empêcher l’humidité de provoquer des défauts de soudure. Elle peut être effectuée à une température de 110 ± 10 ℃ pendant deux heures. De plus, la surface du circuit imprimé peut être recouverte de poussière au cours des opérations de déplacement et de stockage. Par conséquent, il est très important de nettoyer soigneusement les circuits imprimés avant l’assemblage. Chez PCBCart, un nettoyeur à ultrasons est utilisé sur les circuits imprimés assemblés afin de garantir qu’ils soient totalement propres. Il en résulte une fiabilité de la carte grandement assurée.
Prototype de PCB Quickturn à faible coût
b. Préparation BGA
En tant que type de composant sensible à l’humidité, les BGA doivent être stockés dans un environnement sec à température constante. Le personnel d’exploitation doit respecter des procédures rigoureuses tout au long du processus afin d’éviter que les composants ne soient affectés. D’une manière générale, les composants BGA doivent être stockés dans une armoire de protection contre l’humidité, avec une température comprise entre 20 et 25 ℃ et une humidité d’environ 10 %. De plus, il est préférable de recourir à l’azote.
Les composants BGA doivent être cuits au four avant le brasage et la température de brasage ne doit pas dépasser 125 ℃, car une température trop élevée peut entraîner une modification de la structure métallographique. Lorsque les composants entrent dans la phase de refusion, il est plus facile de provoquer une disjonction entre les billes de soudure et le boîtier du composant, ce qui réduit la qualité du brasage SMT. Si la température de cuisson est trop basse, l’humidité sera difficile à éliminer. Par conséquent, il est recommandé de cuire les composants au four avant l’assemblage SMT afin que l’humidité interne à l’intérieur du BGA puisse être éliminée à temps. De plus, la résistance à la chaleur du BGA peut également être améliorée. En outre, le BGA doit être refroidi pendant une demi-heure après la cuisson et avant son entrée sur la ligne d’assemblage SMT.
Pendant la soudure
En réalité, il n’est pas facile de contrôler la soudure par refusion, il est donc d’une grande importance de déterminer le profil de température de refusion optimal afin d’obtenir des performances élevées des composants BGA.
a. Zone de préchauffage
La phase de préchauffage entraîne une augmentation constante de la température sur le PCB et active le flux. De manière générale, la montée en température doit être contrôlée à une vitesse régulière afin d’éviter la déformation des PCB due à un chauffage trop rapide. La montée en température idéale doit être maintenue en dessous de 3 ℃/s et la valeur idéale est de 2 ℃/s. La durée doit être contrôlée entre 60 et 90 secondes.
b. Zone de trempe thermique
Dans la zone de trempe thermique, on observe la volatilisation du flux. La température doit être maintenue entre 150 ℃ et 180 ℃ pendant 60 à 120 secondes afin que le flux puisse être totalement volatilisé. La vitesse de montée en température se situe généralement entre 0,3 et 0,5 ℃/s.
c. Zone de refusion
La température de la zone de refusion dépassera la température de fusion dans cette zone, avec la pâte à braser fondue à l’état liquide. Durant cette phase, la température au-dessus de 183 ℃ doit être maintenue pendant 60 à 90 secondes. Un temps trop court ou trop long peut entraîner des problèmes de qualité de soudure. Il est donc extrêmement essentiel de contrôler la durée à la température de 220 ± 10 ℃. Normalement, ce temps doit être maintenu dans une plage de 10 à 20 secondes.
d. Zone de refroidissement
Dans la zone de refroidissement, la pâte à braser commence à se solidifier avec les composants solidement fixés sur le PCB. De plus, la baisse de température doit être contrôlée pour ne pas être trop élevée, généralement en dessous de 4 ℃/s. La baisse de température idéale est de 3 ℃/s. Une baisse de température trop élevée entraînera une déformation des PCB, ce qui réduira considérablement la qualité de soudure des BGA.
Dans la mesure où l’exigence évoquée ci-dessus est satisfaite, les composants BGA seront soudés sur les circuits imprimés avec une grande qualité. PCBCart est spécialisé dans le service tout-en-unAssemblage de PCBet le pas le plus fin de BGA que nous pouvons gérer est de 0,35 mm. En outre, des inspections rigoureuses sont mises en œuvre pour garantir les performances et la fiabilité des produits, y compris l’AOI et l’AXI.
Obtenez immédiatement un devis pour un service tout-en-un d’assemblage de PCB