Les PCB (circuits imprimés) sans plomb ont d’abord été exigés uniquement pour se conformer à la directive RoHS (Restriction des substances dangereuses) de l’UE (Union européenne), qui impose que tous les produits électroniques respectent la réglementation RoHS. Par conséquent, la fabrication de PCB a commencé à passer du plomb au sans plomb.
Le plomb présent dans les joints de soudure provient principalement des broches plaquées des composants, des pastilles plaquées du PCB et de la brasure. Afin de garantir que la teneur en plomb des joints de soudure soit conforme aux réglementations ROHS (la fraction massique devant être inférieure à 0,1 %),état de surfaceappliqué sur les circuits imprimés, doit donc être compatible sans plomb. Actuellement, plusieurs finitions de surface ont été développées pour la réalisation d’une fabrication sans plomb, et l’ENIG, l’ImAg, l’ImSn et l’OSP sont les plus largement utilisées.
Étant donné que chaque type de finition de surface présente ses propres avantages et inconvénients, il est important de déterminer clairement quel type de finition de surface est optimal pour vos projets. Ainsi, cet article comparera les quatre types de finitions de surface principalement sur la base de l’analyse des conditions d’application, du coût, de la compatibilité avec les exigences sans plomb, de la durée de conservation, de la soudabilité, etc., afin que vous puissiez déterminer la finition de surface optimale pour vos circuits imprimés sans plomb.
ENIG
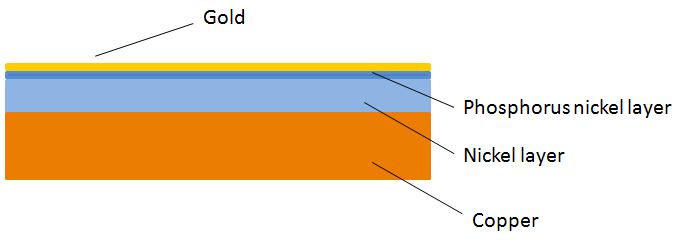
ENIG est l’abréviation de « Electroless Nickel/Immersion Gold » et sa structure est présentée ci-dessous.
• Description générale
En tant que finition de surface sans plomb, l’ENIG présente certains AVANTAGES évidents, notamment une longue durée de stockage, une excellente soudabilité et une surface plane. Son principal INCONVÉNIENT réside dans un coût relativement élevé et le risque de « black pad ».
• Bloc-notes noir
Le « black pad » est en réalité un défaut qui se produit sur les joints de soudure avec un traitement ENIG, et qui résulte d’une forte érosion de la couche de nickel. Comme la couche de nickel endommagée apparaît grise et noire, on l’appelle « black pad ».
Le principal inconvénient du phénomène de « black pad » réside dans le fait qu’il est difficile à éliminer. De plus, il ne peut pas être inspecté à l’œil nu. Par conséquent, il représente une menace supplémentaire pour la fiabilité des produits.
• Discussion des inconvénients
a. Non-mouillabilité
La non-mouillabilité est la cause directe du phénomène de « black pad ». De manière générale, le PCB avec revêtement ENIG souffrant de « black pad » ne parvient pas à résister aux effets de contrainte. En conséquence, une fois que les produits ont subi des essais de cycles de températures élevées et basses, des tests de vibration et des branchements et débranchements quotidiens, les joints de soudure subissent des fissurations, ce qui réduit la fiabilité des produits.
b. Tendance à l’érosion
Les joints de soudure avec finition ENIG ont tendance à s’éroder plus facilement en présence d’humidité, car la couche d’or est très fine et présente des microporosités. L’or, cependant, ne s’érode pas ; c’est la couche de nickel située sous la couche d’or qui subit l’érosion.
• Résumé
Im-Sn
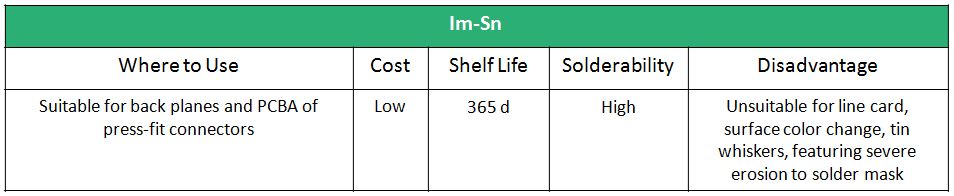
Im-Sn est une forme abrégée d’étain d’immersion obtenue par réaction de substitution pour former une couche d’étain pur à la surface du cuivre. En raison de la réaction de substitution, l’épaisseur du revêtement de surface est limitée, généralement à 1 μm.
• Discussion des inconvénients
a. Non résistant au stockage
Même à température normale, la couche d’étain et la matrice de cuivre ont tendance à se diffuser l’une dans l’autre. À température ambiante, la vitesse de diffusion de l’étain reste approximativement dans la plage de 0,144 à 0,166 nm/s et il peut être stocké à température ambiante pendant 30 jours. L’épaisseur d’étain sera alors réduite de 0,23 μm, convertie en IMC. Après le brasage par refusion, son épaisseur sera réduite de plus de 0,8 μm. Lorsqu’un stockage de 180 jours est nécessaire, le brasage doit être effectué trois fois. L’épaisseur minimale de l’Im-Sn doit être supérieure à 1,28 μm. Cependant, cela n’est généralement pas réalisé et l’épaisseur courante n’est que de 1,15 μm.
b. Changement de couleur
Comme la température augmente constamment au cours du processus de brasage, la couche Im-Sn a tendance à changer de couleur, en raison de polluants organiques ou de l’oxydation de l’étain. De manière générale, plus la couche de dioxyde d’étain devient épaisse, plus sa couleur sera foncée.
c. Non adapté à l’assemblage à pas fin
Étant donné que la solution chimique de placage à l’étain a un effet néfaste sur la plupart des vernis épargne, ceux-ci ne peuvent pas être trop fins, sinon ils se détériorent. Par conséquent, l’IM-Sn ne convient pas aux assemblages à pas fin.
d. Dendrites d’étain
Les moustaches d’étain concernent l’Im-Sn comme le phénomène de « black pad » concerne l’ENIG. Les moustaches d’étain apparaissent généralement sur l’Im-Sn et l’espacement entre les pastilles peut être défini à plus de 0,4 mm.
e. Attaque de solution
En raison de l’attaque de la solution chimique, l’encre remplissant les vias a tendance à subir des fissures qui retiennent souvent une partie de la solution, laquelle sera expulsée lors du brasage par refusion, ce qui détériore fortement l’apparence et la fiabilité.
• Résumé
Im-Ag
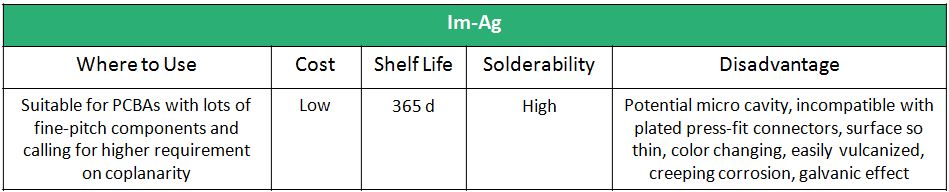
Im-Ag est une forme abrégée d’argent par immersion qui vise à générer une couche d’argent grâce à l’effet de la solution. Au lieu d’une couche d’argent pure, Im-Ag contient une substance organique dont la fraction massique est d’environ 30 %.
• Discussion des inconvénients
a. Micro-cavité
De microcavités dont le diamètre est inférieur à 0,05 mm ont tendance à se former sur la surface argentée. Ces cavités réduisent considérablement la résistance du joint de soudure, ce qui est particulièrement évident lorsque le PCB subit un choc. En conséquence, les produits finis peuvent même tomber en panne.
b. Érosion rampante
L’érosion rampante est un défaut majeur lorsque l’argenture immersion (Im-Ag) est utilisée comme finition de surface. En raison du couplage galvanique provoqué par la combinaison du cuivre exposé au bord du vernis épargne et de la surface argentée de grande surface, une corrosion électrochimique a tendance à se produire en présence d’humidité.
c. Migration argentique
La migration de l’argent se produit généralement dans les circuits à couche épaisse ou à l’intérieur des circuits intégrés.
d. Changement de couleur
La couleur de la surface de la carte revêtue d’argent par immersion a tendance à jaunir ou à noircir après exposition à l’air. Le changement de couleur se produit dans l’air principalement parce que de petits trous sont présents à la surface de l’argent, et le changement de couleur se produit lorsque les halogénures présents dans l’air réagissent avec ces trous dans l’argent.
Outre ce type de cause de changement de couleur, il arrive parfois que la couleur de surface change après le brasage. Deux éléments entraînent un changement de couleur après le brasage : l’épaisseur du placage et le temps d’exposition. Il a été démontré que l’augmentation de l’épaisseur du placage est bénéfique pour améliorer la résistance au changement de couleur et que la réduction du temps d’exposition permet également de relativement empêcher la couleur de surface de changer.
• Résumé
OSP
OSPest l’abréviation de « Organic Solderability Preservatives ». L’OSP est en réalité une couche de film organique générée chimiquement sur une surface de cuivre propre. Elle est utilisée pour protéger la surface du cuivre contre l’oxydation. En outre, elle peut résister au choc thermique et présente une bonne mouillabilité.
• Défis auxquels l’OSP sera confronté après le brasage
Défi n°1
Sous la haute température du four de refusion, la volatilisation se produit à peine, de sorte que la perte de masse n’est pas inférieure à 10 %, ce qui indique que l’on peut utiliser l’épaisseur minimale sur l’OSP.
Défi n°2
L’OSP ne se décomposera pas à une température de 260 ℃. Dans ce processus, l’OSP est converti directement de l’état solide à l’état gazeux sans dégagement de chaleur.
Défi n°3
L’OSP a tendance à réagir avec l’oxygène pendant le processus de soudure.
Défi n°4
Dès que l’OSP entre dans le four de soudure, il devient facilement de couleur rouille et sa soudabilité se détériore.
Défi n°5
L’OSP a tendance à devenir difficile à éliminer avec le flux appliqué, de sorte qu’il faut utiliser un flux plus puissant à la place.
• Résumé
PCBCart est prêt à vous aider avec des solutions de PCB en ligne
PCBCart vous propose une solution PCB tout-en-un, incluant la fabrication de circuits imprimés, l’assemblage de PCB et l’approvisionnement en composants. Vous ferez fabriquer vos PCB avec une qualité optimale et des prix imbattables. Cliquez sur le bouton suivant pour lancer votre projet avec un PCB de haute qualité.
Fabrication de circuits imprimés de première qualité à bas prix