PerchéBGA (Ball Grid Array)le sfere di saldatura sono nascoste sotto il corpo, è piuttosto difficile ispezionarne le prestazioni. Fino ad ora,Ispezione automatizzata a raggi Xviene applicato per contribuire a mettere in evidenza i difetti delle sfere di saldatura BGA, inclusi vuoti, spostamenti, ponti, saldature fredde ecc. Una volta individuati i difetti, è necessario eseguire il rework. Tuttavia, il rework comporta sempre costi elevati, cosa che NON è assolutamente accettata dagli OEM. Pertanto, è di primaria importanza garantire la qualità delle sfere di saldatura BGA impedendo in modo efficace che si generino difetti di saldatura. Di conseguenza, questo articolo discuterà gli elementi chiave da cogliere nel processo di assemblaggio SMT.
È necessario indicare che tutti i suggerimenti sono riassunti sulla base dell’esperienza di produzione nel laboratorio di PCBCart. PCBCart serve l’industria elettronica globale da 20 anni. Finora, abbiamo servito più di 10.000 clienti provenienti da oltre 80 paesi e regioni in tutto il mondo con PCB nudi e PCB assemblati ad ALTA AFFIDABILITÀ e BASSO COSTO, ampiamente applicati in numerosi settori tra cui assistenza medica, controllo industriale, trasporti, ambito militare, aerospaziale, IoT ecc.
Produzione PCB + Assemblaggio PCB Sotto lo Stesso Tetto
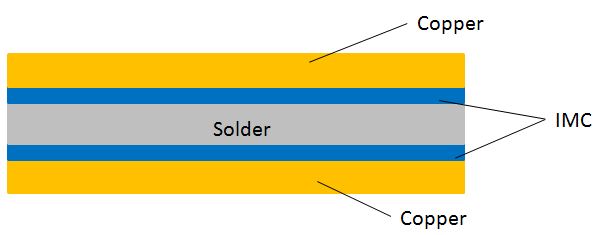
Quando la saldatura viene riscaldata a una temperatura superiore al suo punto di fusione, lo strato di ossido sulla superficie di rame del pad viene rimosso grazie all’azione del flussante. Nel frattempo, sia la superficie di rame sia le particelle metalliche nella saldatura vengono attivate in misura sufficiente. La saldatura fusa bagna la superficie del pad che è stata pulita dal flussante, con conseguente reazione di diffusione chimica. Infine, il composto intermetallico (IMC, Intermetallic Compound) si forma direttamente sulla superficie della saldatura e del pad.
L'assemblaggio SMT consiste principalmente nelle seguenti fasi:
• Stampa della pasta saldante;
•SPI (Ispezione della pasta saldante)(Opzionale);
• Montaggio del chip;
• Saldatura a rifusione;
•AOI (Ispezione Ottica Automatica);
• AXI (Opzionale);
• Rielaborazione (opzionale).
Per ottimizzare la saldatura BGA nel processo SMT, è necessario adottare misure essenziali prima e durante il processo di saldatura. Pertanto, la discussione sarà presentata da due aspetti: prima della saldatura e durante la saldatura.
Prima della saldatura
a. Preparazione della scheda PCB
Innanzitutto, è necessario scegliere una finitura superficiale adeguata che sia compatibile con i requisiti del progetto o del prodotto. Esistono diverse finiture superficiali disponibili eintroduzioni e confronto delle finiture superficialidovrebbe essere chiaro nella tua mente. Alcuni prodotti richiedono la conformità RoHS e una finitura superficiale senza piombo, HASL senza piombo, ENIG senza piombo o senza piomboOSPpuò essere applicato.
In secondo luogo, i PCB devono essere correttamente conservati e utilizzati. I PCB devono essere confezionati sottovuoto e il contenitore deve includere un sacchetto barriera all’umidità e una scheda indicatrice sensibile all’umidità. La scheda indicatrice consente di verificare in modo pratico ed economico se l’umidità rientra nell’intervallo di controllo. Il colore sulla scheda permette di vedere l’umidità all’interno del sacchetto e l’effetto dell’essiccante. Una volta che l’umidità all’interno del sacchetto supera o eguaglia il valore indicato, il cerchio corrispondente diventerà rosa.
In terzo luogo, i PCB devono essere sottoposti a cottura e/o pulizia. La cottura può essere applicata ai PCB per evitare che l’umidità provochi difetti di saldatura. La cottura può essere effettuata a una temperatura di 110±10℃ per due ore. Inoltre, la superficie del PCB può essere ricoperta di polvere durante il processo di movimentazione e stoccaggio. Pertanto, è molto importante pulire accuratamente i PCB prima dell’assemblaggio. In PCBCart, sui PCB assemblati viene utilizzato un pulitore a ultrasuoni per garantirne la completa pulizia. Di conseguenza, l’affidabilità delle schede può essere notevolmente assicurata.
Prototipo PCB Quickturn a Basso Costo
b. Preparazione BGA
In quanto tipo di componente sensibile all’umidità, i BGA devono essere conservati in un ambiente a temperatura costante e asciutto. Il personale operativo deve attenersi a procedure rigorose durante l’intero processo, in modo che i componenti non vengano influenzati. In generale, i componenti BGA dovrebbero essere conservati in un armadio deumidificante con una temperatura compresa tra 20 e 25 ℃ e un’umidità di circa il 10%. Inoltre, è preferibile utilizzare l’azoto.
I componenti BGA devono essere sottoposti a baking prima della saldatura e la temperatura di saldatura non dovrebbe superare i 125℃, poiché una temperatura troppo elevata può causare la modifica della struttura metallografica. Quando i componenti entrano nella fase di saldatura a rifusione, è più facile che si verifichi una disgiunzione tra le sfere di saldatura e il package del componente, riducendo la qualità della saldatura SMT. Se la temperatura di baking è troppo bassa, l’umidità sarà difficile da eliminare. Pertanto, si consiglia che i componenti vengano sottoposti a baking prima dell’assemblaggio SMT, in modo che l’umidità interna all’interno del BGA possa essere eliminata tempestivamente. Inoltre, può essere migliorata anche la resistenza al calore del BGA. Inoltre, il BGA dovrebbe essere raffreddato per mezz’ora dopo il baking e prima del suo ingresso nella linea di assemblaggio SMT.
Durante la saldatura
In realtà, non è facile controllare la saldatura a rifusione, quindi è di grande importanza ottenere un profilo di temperatura di rifusione ottimale per raggiungere alte prestazioni dei componenti BGA.
a. Zona di preriscaldamento
La fase di preriscaldamento comporta un aumento costante della temperatura sul PCB e attiva il flussante. In generale, l’aumento di temperatura deve essere controllato con una velocità costante per evitare che i PCB si deformino a causa di un riscaldamento troppo rapido. L’aumento ideale di temperatura dovrebbe essere mantenuto al di sotto di 3℃/s e il valore ideale è 2℃/s. L’intervallo di tempo dovrebbe essere compreso tra 60 e 90 secondi.
b. Zona di ammollo termico
Nella zona di ammollo termico si verifica la volatilizzazione del flussante. La temperatura deve essere mantenuta nell’intervallo da 150℃ a 180℃ per 60–120 secondi affinché il flussante possa volatilizzarsi completamente. La velocità di aumento della temperatura è generalmente compresa tra 0,3 e 0,5℃/s.
c. Zona di rifusione
La temperatura della zona di rifusione supererà la temperatura di fusione durante questa fase, con la pasta saldante che si scioglie fino a diventare liquida. Durante questa fase, la temperatura superiore a 183℃ deve essere mantenuta per 60–90 secondi. Un tempo troppo breve o troppo lungo può causare problemi di qualità della saldatura. Pertanto, è estremamente essenziale controllare l’intervallo di tempo alla temperatura di 220±10℃. Normalmente, il tempo dovrebbe essere mantenuto nell’intervallo compreso tra 10 e 20 secondi.
d. Zona di raffreddamento
Nella zona di raffreddamento, la pasta saldante inizia a solidificarsi con i componenti fissati saldamente sul PCB. Inoltre, la diminuzione della temperatura deve essere controllata in modo che non sia troppo elevata, generalmente al di sotto di 4℃/s. La diminuzione di temperatura ideale è di 3℃/s. Una diminuzione di temperatura eccessiva causerà la deformazione dei PCB, riducendo in modo significativo la qualità della saldatura BGA.
Finché il requisito discusso sopra viene soddisfatto, i componenti BGA saranno saldati sui PCB con alta qualità. PCBCart è specializzata in un servizio completoAssemblaggio PCBe il passo minimo di BGA che possiamo gestire è 0,35 mm. Inoltre, vengono eseguiti rigorosi controlli per garantire le prestazioni e l’affidabilità dei prodotti, tra cui AOI e AXI.
Ottieni subito un preventivo istantaneo per l'assemblaggio PCB one-stop