












PCB aggiunto con successo al carrello
Confronto tra le tecnologie di saldatura utilizzate nella saldatura a rifusione con piombo e senza piombo
MVC si riferisce ai componenti più vulnerabili (MVC) durante la saldatura a rifusione, come i condensatori elettrolitici in alluminio con dielettrico liquido, i connettori, gli interruttori DIP, i LED, i trasformatori, il materiale del substrato del PCB (Printed Circuit Board), ecc. I componenti con piombo e quelli senza piombo differiscono tra loro in termini di capacità di resistere alla saldatura a rifusione.
• Componenti principali
Poiché la temperatura di picco nella saldatura a rifusione con piombo non supera i 230°C, la resistenza al calore degli MVC dovrebbe essere impostata a 240°C, includendo tutti gli strumenti di saldatura prodotti dai produttori industriali, le apparecchiature di saldatura e i materiali di supporto utilizzati per la saldatura, tutti progettati e selezionati in base a una resistenza al calore di 240°C.
• Componenti senza piombo
La temperatura di picco nella saldatura a rifusione senza piombo può raggiungere i 250°C, quindi la minima resistenza al calore degli MVC deve essere impostata ad almeno 260°C. Di conseguenza, tutti gli utensili di saldatura prodotti dai produttori industriali, le apparecchiature di saldatura e i materiali di supporto utilizzati per la saldatura devono essere progettati e selezionati in base a una resistenza al calore di 260°C.
Ingrediente della pasta saldante comunemente utilizzato nella saldatura a rifusione
• Saldatura a rifusione con piombo
Equivalente alla saldatura a onda con piombo, la saldatura a rifusione con piombo utilizza lo stesso comunemente impiegato ingrediente della pasta saldante, ovvero la pasta saldante eutettica Sn37Pb e la pasta saldante Sn36Pb2Ag.
• Saldatura a rifusione senza piombo
Il componente della lega nella pasta saldante utilizzata per la saldatura a rifusione senza piombo include principalmente:
a. Pasta saldante SAC305. Come uno degli elementi più ampiamente utilizzati nell’industria moderna, presenta una temperatura di fusione compresa tra 217°C e 220°C.
b. Pasta saldante SAC387. Come composizione eutettica della lega SnAgCu, la SAC387 presenta una temperatura di fusione di 217°C, alla quale è in grado di completare la transizione solido-liquido. A causa della sua bassa temperatura di fusione, è principalmente utilizzata in alcuni prodotti speciali, ad esempio in applicazioni militari.
Intervallo di temperatura di picco per la saldatura a rifusione
• Saldatura a rifusione con piombo
Per quanto riguarda i prodotti semplici, l’intervallo di temperatura di picco durante la saldatura a rifusione con piombo va da 205°C a 220°C. Tuttavia, per quanto concerne i prodotti complessi, come alcuni package IC, la temperatura di picco può arrivare fino a 225°C, come indicato nella figura sottostante.
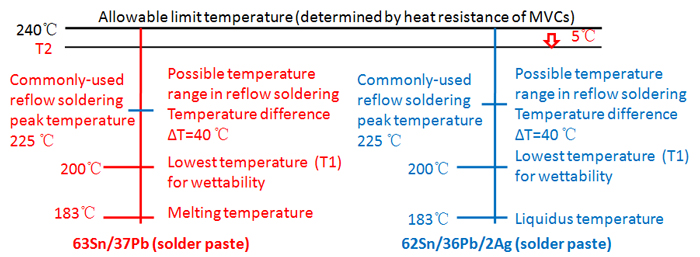
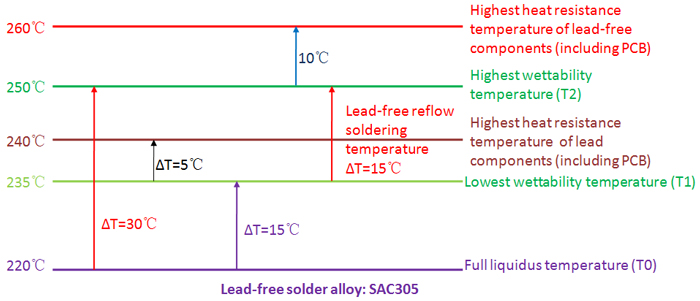
• Saldatura a rifusione senza piombo
Per quanto riguarda la saldatura a rifusione senza piombo, se la temperatura di picco più bassa è di 235°C nella saldatura a rifusione pratica, la temperatura di picco più alta sarà determinata dalla differenza di temperatura (ΔT) sulla scheda PCB che, tuttavia, è determinata dalle dimensioni della PCB, dallo spessore della scheda PCB, dal numero di strati della PCB, dal layout dei componenti, dalla distribuzione degli strati di rame, dalle dimensioni dei componenti e dalla capacità termica. Le PCB grandi e spesse con componenti di grandi dimensioni e complessi assemblati presentano un tipico ΔT che può arrivare fino a 20°C–25°C. Di conseguenza, la temperatura di picco dovrebbe essere ridotta al minimo per prolungare il tempo di preriscaldo e di saldatura a rifusione, come indicato nella figura seguente.
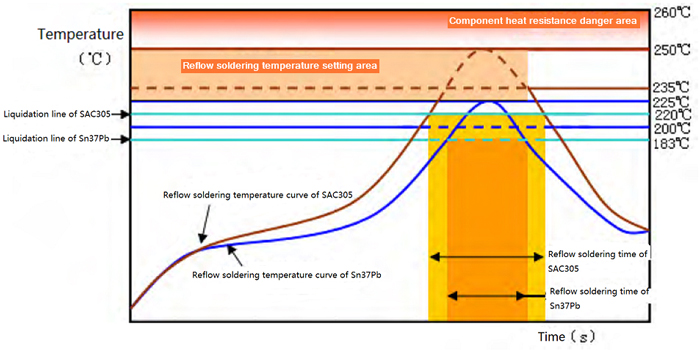
Curva Tempo-Temperatura della Saldatura a Rifusione
Il confronto delle curve tempo-temperatura tra la saldatura a rifusione con piombo e senza piombo è illustrato nella figura seguente.
Confronto autoallineato delle capacità tra saldatura a rifusione con piombo e senza piombo
• Saldatura a rifusione con piombo
Quando la pasta saldante al piombo (Sn37Pb, Sn36Pb2Ag) viene applicata con il PCBfinitura superficialeessendo HASL Sn37Pb oOSPse i componenti assemblati deviano dai pad del 50%, l'autoallineamento può essere implementato correttamente.
• Saldatura a rifusione senza piombo
a. Poiché l’aria partecipa alla saldatura a rifusione, viene applicata pasta saldante SAC305 con finitura superficiale dei pad PCB ENIG e OSP e giunti di saldatura SAC305. Se i componenti assemblati deviano dai pad del 25%, l’autoallineamento può essere ben realizzato.
b. Poiché l’azoto partecipa alla saldatura a rifusione, viene applicata pasta saldante SAC305 con finitura superficiale dei pad del PCB ENIG e OSP e giunti di saldatura SAC305. Anche se i componenti assemblati deviano dai pad del 50%, l’autoallineamento può comunque essere realizzato in modo efficace.
Confronto delle procedure di eliminazione del piombo tra giunti di saldatura con piombo e senza piombo
Roma non è stata costruita in un giorno. Una transizione totale non può mai essere ottenuta semplicemente con un solo passo da un sistema di saldatura completamente SnPb a un sistema di saldatura totalmente senza piombo. È necessario un processo transitorio in cui coesistano elementi con piombo e senza piombo. Questo perché i diversi reparti nell’industria della produzione elettronica non riescono a mantenere la sincronizzazione in termini di pianificazione e preparazione tecnologica per il senza piombo. Di conseguenza, in questo processo transitorio tendono a verificarsi difetti di saldatura.
• Compatibilità futura
Ad esempio, quando si utilizza una pasta saldante senza piombo SAC per saldare giunti a sfera BGA (ball grid array) con piombo, si verifica la compatibilità in avanti, che deriva dal fatto che il programma di conversione al senza piombo dei distributori di componenti è posteriore a quello dei produttori di PCB. In questa situazione, i giunti di saldatura BGA si fondono per primi e ricoprono la pasta saldante il cui lega non è fusa, causando un collasso massiccio e l’ossidazione delle sfere di saldatura al piombo. Di conseguenza, si generano vuoti e inclusioni interne di scorie non metalliche a causa della difficoltà di espellere il solvente del flussante e i contaminanti presenti nella pasta saldante, cosa che non è ammessa.
• Compatibilità con le versioni precedenti
Quando il solder senza piombo deve essere utilizzato insieme alla pasta saldante al piombo, si verifica la compatibilità inversa. La pasta saldante (SnPb) depositata sul pad si fonde, ma le sfere di saldatura SAC non si fondono ancora. Il piombo si diffonderà fino al confine dei cristalli delle sfere di saldatura che non sono completamente fuse. Quanto lontano il piombo possa diffondersi nelle sfere di saldatura SAC dipende da quanto è alta la temperatura di rifusione impostata e da quanto rapidamente lo SnPb nella pasta saldante si fonderà. Di conseguenza, i giunti di saldatura risultano irregolari e instabili.
Per ottenere una qualità e un’affidabilità superiori delle giunzioni di saldatura, la curva tempo-temperatura del riflusso deve essere reimpostata in modo che le sfere di saldatura SAC possano fondersi completamente e il piombo nella pasta saldante SnPb possa miscelarsi completamente con le sfere di saldatura SAC fuse.
Confronto della velocità di raffreddamento tra le procedure di rifusione con piombo e senza piombo
• Saldatura a rifusione con piombo
Poiché la temperatura di picco della saldatura a rifusione con piombo è inferiore a quella della saldatura a rifusione senza piombo e il calore accumulato dai dispositivi saldati non è così elevato, è sufficiente che la velocità di raffreddamento dell’unità di raffreddamento mantenga una velocità di 3–4 °C/s.
• Saldatura a rifusione senza piombo
Poiché la saldatura a rifusione senza piombo è caratterizzata da una temperatura elevata e da un maggiore accumulo di calore, per evitare che i giunti di saldatura impieghino troppo tempo a raffreddarsi e solidificarsi e che le particelle cristalline diventino grosse, l’accelerazione del raffreddamento può anche ostacolare la segregazione. Pertanto, l’apparecchiatura di raffreddamento del forno di rifusione dovrebbe avere una velocità di raffreddamento più elevata, in modo che la temperatura dei giunti di saldatura possa diminuire rapidamente. Di solito si richiede una velocità di raffreddamento di 5–6 °C/s.
Influenza della velocità di raffreddamento sulla resistenza a scorrimento
• Influenza della velocità di raffreddamento della saldatura senza piombo sulla resistenza a scorrimento
a. Il miglioramento della velocità di raffreddamento porta a un aumento della resistenza al creep dei dispositivi, poiché il raffreddamento rapido modifica la microstruttura. Le piccole dendriti formate dal raffreddamento rapido e le particelle di Ag3Sn nel substrato rafforzeranno la resistenza alla rottura del contatto, in modo che la resistenza al creep dei giunti di saldatura venga migliorata.
b. Il raffreddamento lento porta alla crescita delle particelle cristalline, il che tende a causare la formazione e l’espansione di cricche. Il miglioramento della resistenza a scorrimento viscoso dello SnAg dissipa principalmente le particelle allocate con funzione di rinforzo.
• Influenza della velocità di raffreddamento della saldatura al piombo sulla resistenza a scorrimento
Diversamente dalla lega SAC, il piombo assumerà una forma sferica quando il saldatore eutettico al piombo subisce un raffreddamento rapido e tutte le fasi verranno raffinate nel caso di un’accelerazione della velocità di raffreddamento. Tuttavia, la differenza risiede nel fatto che il piombo presenta una durezza inferiore rispetto al substrato di Sn e un contenuto maggiore rispetto all’Ag nelle leghe SnAg e SAC.
PCBCart offre tecniche di produzione con saldatura al piombo e senza piombo per l’assemblaggio di PCB
Comprendiamo che progetti diversi richiedono tecniche di saldatura differenti. Per soddisfare tutte le esigenze dei clienti, offriamo sia tecniche di produzione con saldatura al piombo sia con saldatura senza piombo per l’assemblaggio di circuiti stampati. Vuoi sapere quanto costa il tuo lavoro di assemblaggio PCB? Clicca sul pulsante seguente per ottenere un preventivo PCBA, non ti costerà neanche un centesimo!
Richiesta preventivo per assemblaggio PCB - saldatura con piombo/senza piombo
Risorse utili
•Servizio completo di produzione di PCB con tutte le funzionalità
•Servizio avanzato di assemblaggio PCB con molteplici opzioni a valore aggiunto
•Introduzione alla tecnologia di produzione di PCB senza piombo
•Confronto tra la procedura di produzione di saldatura con piombo e senza piombo nel PCBA
•Confronto tra le tecnologie di saldatura utilizzate nella saldatura a onda con piombo e senza piombo
•Confronto dell’affidabilità tra giunti di saldatura al piombo e senza piombo