I PCB (Printed Circuit Boards) senza piombo sono stati inizialmente richiesti solo per la conformità alla RoHS (Restriction Of Hazardous Substances) dall’UE (Unione Europea), che impone a tutti i dispositivi elettronici di rispettare le normative RoHS. Di conseguenza, la produzione di PCB ha iniziato a passare dal piombo al senza piombo.
Il piombo nelle giunzioni di saldatura deriva principalmente dai pin placcati dei componenti, dai pad placcati del PCB e dalla lega di saldatura. Per garantire che il contenuto di piombo nelle giunzioni di saldatura sia conforme alle normative ROHS (la frazione in massa deve essere inferiore allo 0,1%),finitura superficialeapplicato sui PCB, deve quindi essere compatibile con i processi senza piombo. Attualmente, sono state sviluppate diverse finiture superficiali per ottenere una fabbricazione senza piombo e ENIG, ImAg, ImSn e OSP sono le più ampiamente utilizzate.
Poiché ogni tipo di finitura superficiale presenta i propri vantaggi e svantaggi, è importante chiarire quale tipo di finitura superficiale sia ottimale per i tuoi progetti. Pertanto, questo articolo confronterà i quattro tipi di finiture superficiali principalmente sulla base dell’analisi delle condizioni di applicazione, dei costi, della compatibilità con i requisiti lead-free, della durata di conservazione, della saldabilità ecc., in modo che tu possa individuare la finitura superficiale ottimale per i tuoi PCB senza piombo.
ENIG
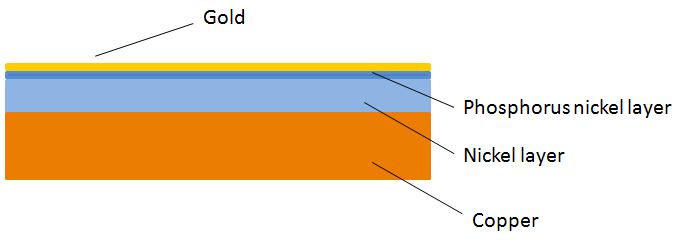
ENIG è l’abbreviazione di Electroless Nickel/Immersion Gold e la sua struttura è mostrata di seguito.
• Descrizione generale
In quanto finitura superficiale senza piombo, l’ENIG presenta alcuni evidenti VANTAGGI, tra cui un lungo tempo di conservazione, un’eccellente saldabilità e una superficie piatta. Il suo principale SVANTAGGIO risiede nel costo relativamente elevato e nel rischio di “black pad”.
• Pad Nero
Il black pad è in realtà un difetto che si verifica nelle giunzioni di saldatura con finitura ENIG, dovuto al fatto che lo strato di nichel subisce una forte erosione. Poiché lo strato di nichel danneggiato appare grigio e nero, viene chiamato black pad.
Il principale svantaggio del black pad risiede nel fatto che è difficile da eliminare. Inoltre, non può essere ispezionato a occhio nudo. Pertanto, rappresenta una minaccia maggiore per l’affidabilità dei prodotti.
• Discussione sugli svantaggi
a. Non-bagnabilità
La non-bagnabilità è la causa diretta del black pad. In generale, il PCB con rivestimento ENIG soggetto a black pad non riesce a resistere agli effetti di sollecitazione. Di conseguenza, quando i prodotti vengono sottoposti a cicli di test ad alta e bassa temperatura, a test di vibrazione e al normale inserimento ed estrazione dei connettori, i giunti di saldatura subiranno fratture, riducendo l’affidabilità dei prodotti.
b. Tendenza all’erosione
Le giunzioni saldate con ENIG tendono a erodersi più facilmente in presenza di umidità perché lo strato d’oro è molto sottile e presenta micropori. L’oro, tuttavia, non si erode e a subire l’erosione è lo strato di nichel al di sotto dello strato d’oro.
• Riepilogo
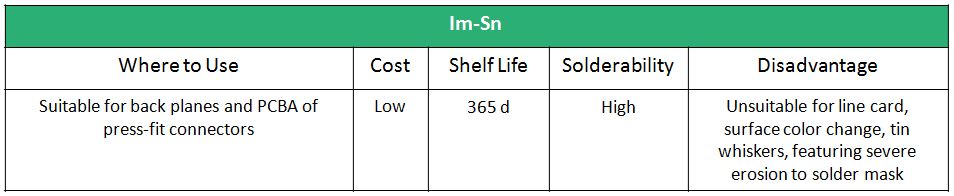
Im-Sn
Im-Sn è una forma abbreviata di stagno a immersione ottenuta tramite una reazione di sostituzione per formare uno strato di stagno puro sulla superficie del rame. A causa della reazione di sostituzione, lo spessore della finitura superficiale è limitato, ed è normalmente di 1 μm.
• Discussione sugli svantaggi
a. Non resistente allo stoccaggio
Anche a temperatura normale, lo strato di stagno e la matrice di rame tendono a diffondersi l’uno nell’altra. A temperatura ambiente, la velocità di diffusione dello stagno rimane approssimativamente nell’intervallo da 0,144 a 0,166 nm/s e può essere conservato a temperatura ambiente per 30 giorni. Inoltre, lo spessore dello stagno verrà ridotto di 0,23 μm per essere convertito in IMC. Dopo la saldatura a rifusione, il suo spessore sarà ridotto di oltre 0,8 μm. Quando è necessario conservarlo per 180 giorni, la saldatura deve essere eseguita tre volte. Lo spessore minimo dell’Im-Sn deve essere superiore a 1,28 μm. Tuttavia, ciò di solito non viene realizzato e lo spessore ordinario è di soli 1,15 μm.
b. Cambio di colore
Poiché la temperatura aumenta costantemente durante il processo di saldatura, lo strato di Im-Sn tende a cambiare colore, a causa di inquinanti organici o dell’ossidazione dello stagno. In generale, più spesso diventa il biossido di stagno, più intenso sarà il suo colore.
c. Non adatto per l’assemblaggio a passo fine
Poiché la soluzione chimica per la placcatura dello stagno ha un effetto negativo sulla maggior parte delle maschere di saldatura, la maschera di saldatura non può essere troppo piccola, altrimenti si danneggerà. Pertanto, l’Im-Sn non è adatto all’assemblaggio a passo fine.
d. Filamenti di stagno
I baffi di stagno sono per l’Im-Sn ciò che il pad nero è per l’ENIG. I baffi di stagno si verificano di solito sull’Im-Sn e la distanza tra i pad può essere impostata a più di 0,4 mm.
e. Attacco alla soluzione
A causa dell’attacco della soluzione chimica, l’inchiostro che riempie i via tende a subire fratture che spesso trattengono parte della soluzione, la quale verrà espulsa durante la saldatura a rifusione, compromettendo gravemente l’aspetto e l’affidabilità.
• Riepilogo
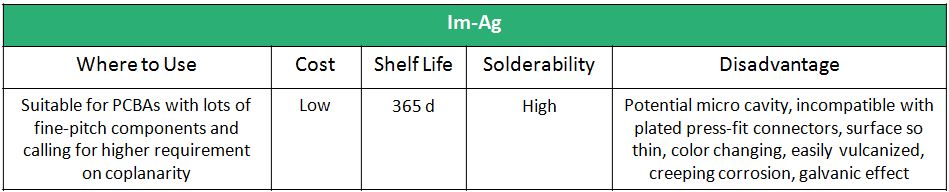
Im-Ag
Im-Ag è una forma abbreviata di immersion silver che mira a generare uno strato d’argento grazie all’effetto della soluzione. Invece di uno strato d’argento puro, Im-Ag contiene una sostanza organica la cui frazione in massa è approssimativamente del 30%.
• Discussione sugli svantaggi
a. Microcavità
Le microcavità con un diametro inferiore a 0,05 mm tendono a formarsi sulla superficie d’argento. Queste cavità riducono drasticamente la resistenza del giunto di saldatura, il che è particolarmente evidente quando il PCB è sottoposto a urti. Di conseguenza, i prodotti finali possono persino guastarsi.
b. Erosione strisciante
L’erosione strisciante è un difetto principale quando l’argento immersione (Im-Ag) viene utilizzato come finitura superficiale. Poiché l’accoppiamento galvanico è causato dalla combinazione del rame esposto sul bordo della solder mask e dell’ampia area superficiale d’argento, in presenza di umidità tende a generarsi corrosione elettrochimica.
c. Migrazione Silver
La migrazione dell'argento di solito si verifica nei circuiti a film spesso o all'interno dei circuiti integrati.
d. Cambio di colore
Il colore della superficie della scheda rivestita con finitura in argento a immersione tende a diventare giallo o nero dopo l’esposizione all’aria. Il cambiamento di colore avviene nell’aria principalmente perché sulla superficie dell’argento sono presenti piccoli fori e il cambiamento di colore si verifica quando gli alogeni presenti nell’aria reagiscono con questi fori nell’argento.
Oltre a questa causa di cambiamento di colore, a volte il colore della superficie cambia dopo la saldatura. Ci sono due elementi che portano al cambiamento di colore dopo la saldatura: lo spessore della placcatura e il tempo di esposizione. È stato dimostrato che l’aumento dello spessore della placcatura è utile per migliorare la resistenza al cambiamento di colore e che l’accorciamento del tempo di esposizione è anch’esso in grado di impedire relativamente il cambiamento del colore della superficie.
• Riepilogo
OSP
OSPè l'abbreviazione di Organic Solderability Preservatives. L'OSP è in realtà uno strato di film organico generato chimicamente su una superficie di rame pulita. Viene utilizzato per proteggere la superficie di rame dall'ossidazione. Inoltre, può resistere allo shock termico e garantire bagnabilità.
• Sfide che l'OSP affronterà dopo la saldatura
Sfida n. 1
Sotto l’alta temperatura del forno di rifusione, la volatilizzazione difficilmente avviene, per cui la perdita di massa non è inferiore al 10%, il che indica che si può utilizzare lo spessore minimo sull’OSP.
Sfida n. 2
L’OSP non si decompone alla temperatura di 260℃. Nel processo, l’OSP viene convertito direttamente dallo stato solido a quello gassoso senza generare calore.
Sfida n. 3
L’OSP tende a reagire con l’ossigeno durante il processo di saldatura.
Sfida n. 4
Non appena l’OSP entra nel forno di saldatura, tende facilmente a diventare di colore ruggine e la sua saldabilità si deteriora.
Sfida n. 5
L’OSP tende a diventare difficile da eliminare con il flussante applicato, per cui è necessario utilizzare un flussante più forte.
• Riepilogo
PCBCart è pronta ad aiutarti con soluzioni PCB online
PCBCart ti offre una soluzione PCB completa che include produzione di PCB, assemblaggio di PCB e approvvigionamento dei componenti. Otterrai i tuoi PCB prodotti con la massima qualità e ai prezzi più bassi. Clicca sul pulsante seguente per avviare il tuo progetto con un PCB di alta qualità.
Produzione di PCB di alta qualità al prezzo più basso