なぜならBGA(ボールグリッドアレイ)はんだボールは本体の下に隠れているため、その性能を検査することは非常に困難です。これまでのところ、自動X線検査は、ボイド、ずれ、ブリッジ、コールドソルダなどを含む BGA はんだボールの欠陥を露出させるのに役立つよう適用されます。いったん欠陥が見つかれば、リワークを実施しなければなりません。しかし、リワークには常に多大なコストがかかり、これは OEM にとってまったく望まれないことです。したがって、BGA はんだボールの品質を保証するためには、はんだ不良の発生を効果的に防止することが最優先となります。そこで本稿では、SMT 実装プロセスにおいて押さえるべき重要な要素について論じます。
すべてのヒントは、PCBCart の工場での製造経験に基づいて要約されたものであることを明示しておく必要があります。PCBCart は 20 年にわたり世界中のエレクトロニクス産業にサービスを提供してきました。これまでに、80 以上の国と地域から 10,000 社を超えるお客様に対し、高信頼性かつ低コストのベア PCB および実装済み PCB を提供しており、それらは医療、産業制御、輸送、軍事、航空宇宙、IoT など、数多くの分野で広く活用されています。
PCB製造とPCB実装を一つの工場で
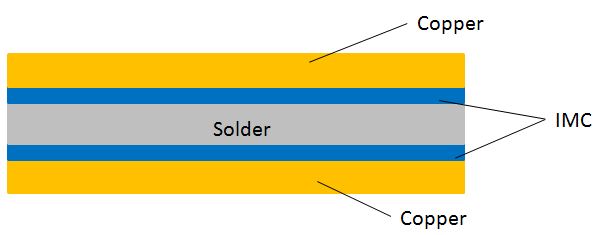
はんだが融点以上の温度まで加熱されると、フラックスの活性作用によってパッドの銅表面上の酸化膜が除去されます。同時に、銅表面とはんだ中の金属粒子の両方が十分な程度まで活性化されます。溶融したはんだは、フラックスによって清浄化されたパッド表面を濡らし、化学的拡散反応が生じます。そして最終的に、IMC(金属間化合物)がはんだおよびパッドの表面上に直接生成されます。
SMT組立は主に次の工程から構成されます。
・はんだペースト印刷
•SPI(ソルダーペースト検査)(オプション)
・チップ実装
・リフローはんだ付け
•AOI(自動光学検査);
・AXI(オプション);
・リワーク(任意)。
SMT工程におけるBGAはんだ付けを最適化するためには、はんだ付け工程の前および工程中に必要な対策を講じる必要があります。したがって、本稿では「はんだ付け前」と「はんだ付け中」の二つの側面から論じます。
はんだ付けの前に
a. PCB基板の準備
まず、プロジェクトまたは製品の要件に適合する適切な表面仕上げを選定する必要があります。利用可能な表面仕上げにはいくつかの種類があり、表面仕上げの紹介と比較あなたの頭の中で明確にしておく必要があります。いくつかの製品では、ROHS 要件と鉛フリー表面仕上げ、鉛フリー HASL、鉛フリー ENIG または鉛フリーが求められます。OSP適用することができる。
第二に、PCB は適切に保管および使用されるべきです。PCB は真空包装され、容器には防湿袋と湿度インジケーターカードを入れる必要があります。インジケーターカードは、湿度が管理範囲内にあるかどうかを、便利かつ経済的に確認することができます。カードの色を見ることで、袋内の湿度や乾燥剤の効果を判断できます。袋内の湿度がインジケーター値以上になると、対応する円がピンク色に変わります。
第三に、PCB はベーキングおよび/または洗浄を行う必要があります。ベーキングは、はんだ付け不良の原因となる湿気を防ぐために PCB に対して実施できます。ベーキングは 110±10℃ の温度で 2 時間行うことができます。また、PCB の搬送および保管の過程で、PCB 表面にほこりが付着する場合があります。そのため、実装前に PCB を徹底的に洗浄することが非常に重要です。PCBCart では、組立済み PCB に対して超音波洗浄機を使用し、完全にクリーンな状態を保証しています。その結果、基板の信頼性は大きく確保されます。
低コストでの短納期PCB試作
b. BGA 準備
湿気に敏感な部品の一種であるBGAは、一定温度かつ乾燥した環境で保管しなければなりません。作業者は、部品が影響を受けないよう、全工程を通して厳格な手順に従う必要があります。一般的に、BGA部品は温度20~25℃、湿度約10%の範囲に保たれた防湿保管庫内で保管する必要があります。また、窒素を使用するとなお望ましいです。
BGA部品ははんだ付け前にベーキングを行う必要があり、金属組織の変化を引き起こすおそれがあるため、はんだ付け温度は125℃を超えてはなりません。部品がリフローはんだ付け工程に入ると、はんだボールとパッケージとの間で剥離が発生しやすくなり、SMTはんだ付けの品質が低下します。ベーキング温度が低すぎると、内部の水分を除去しにくくなります。そのため、BGA内部の水分を速やかに除去するために、SMT実装前に部品をベーキングすることが推奨されます。加えて、BGAの耐熱性も向上させることができます。さらに、BGAはベーキング後、SMT実装ラインに投入する前に、30分間冷却する必要があります。
はんだ付け中
実際には、リフローはんだ付けを制御することは容易ではないため、BGA部品の高い性能を実現するには、最適なリフロー温度プロファイルを把握することが非常に重要です。
a. 予熱ゾーン
予熱工程では、PCB 上の温度が一定の速度で上昇し、フラックスが活性化されます。一般的に、急激な加熱による PCB の反りや変形を防ぐため、温度上昇は安定した速度で制御する必要があります。理想的な温度上昇速度は 3℃/s 未満とし、2℃/s が望ましい値です。時間は 60~90 秒の範囲に制御する必要があります。
b. サーマルソークゾーン
熱浸漬ゾーンでは、フラックスの揮発が起こります。フラックスを完全に揮発させるために、温度は150℃~180℃の範囲で60~120秒間維持する必要があります。温度上昇速度は、一般的に0.3~0.5℃/sの範囲です。
c. リフローゾーン
リフローゾーンの温度は、このゾーンで溶融温度を通過し、はんだペーストが液体状に溶けます。この工程では、183℃以上の温度を60~90秒間維持する必要があります。時間が短すぎても長すぎても、はんだ付けの品質不良を引き起こす可能性があります。そのため、220±10℃の温度での時間を厳密に管理することが極めて重要です。通常、この時間は10~20秒の範囲に制御する必要があります。
d. 冷却ゾーン
冷却ゾーンでは、はんだペーストが固まり始め、部品がPCB上にしっかりと固定されます。さらに、温度の降下はあまり大きくならないように制御する必要があり、一般的には4℃/s未満とします。理想的な温度降下は3℃/sです。温度降下が大きすぎるとPCBが変形し、BGAのはんだ付け品質が大幅に低下します。
上記で述べた要件が満たされている限り、BGAコンポーネントは高品質でPCBに半田付けされます。PCBCart はワンストップの専門業者ですPCB組立また、当社が対応可能なBGAの最小ピッチは0.35mmです。さらに、製品の性能と信頼性を確保するため、AOIやAXIを含む厳格な検査を実施しています。
今すぐワンストップPCBアセンブリの即時見積もりを取得