












PCB がショッピングカートに正常に追加されました
鉛入りおよび鉛フリーリフローはんだ付けで用いられるはんだ付け技術の比較
MVC とは、リフローはんだ付け中に最も脆弱となるコンポーネント(MVC)を指し、液体電解質アルミ電解コンデンサ、コネクタ、DIP スイッチ、LED、トランス、PCB(プリント基板)基材などが含まれます。鉛入り部品と鉛フリー部品は、リフローはんだ付けに耐える能力という点で互いに異なります。
・リードコンポーネント
鉛リフローはんだ付けにおける最高温度は 230°C を超えないため、MVC の耐熱温度は 240°C に設定する必要があります。これには、産業メーカーによって製造されるすべてのはんだ付け工具、はんだ付け装置、および 240°C の耐熱性を前提として設計・選定された、はんだ付けに使用される補助材料が含まれます。
・鉛フリー部品
鉛フリーリフローはんだ付けにおけるピーク温度は最大で250°Cに達する可能性があるため、MVCの最低耐熱温度は少なくとも260°Cに設定する必要があります。その結果、産業メーカーによって製造されるすべてのはんだ付け工具や、はんだ付けに使用されるはんだ付け装置および補助材料は、260°Cの耐熱性を前提として設計・選定しなければなりません。
リフローはんだ付けで一般的に使用されるはんだペーストの成分
・鉛リフローはんだ付け
鉛入りウェーブはんだ付けに相当し、鉛入りリフローはんだ付けでも一般的に使用されるはんだペーストの成分は同じであり、すなわち Sn37Pb 共晶はんだペーストおよび Sn36Pb2Ag はんだペーストである。
・鉛フリーリフローはんだ付け
鉛フリーリフローはんだ付けに使用されるはんだペースト中の合金成分には主に次のものが含まれます。
a. SAC305はんだペースト。現代産業で最も広く使用されている材料の一つであり、融点は217°C〜220°Cです。
b. SAC387 はんだペースト。SnAgCu 合金の共晶組成として、SAC387 は 217°C の融点を有しており、その温度で固液相転移を完了することができる。その低い融点により、主に特殊製品、例えば軍事用途などに用いられている。
リフローはんだ付けピーク温度範囲
・鉛リフローはんだ付け
単純な製品に関しては、リードリフローはんだ付け時のピーク温度範囲は 205°C から 220°C です。 しかし、一部の IC パッケージのような複雑な製品になると、ピーク温度は下図に示すように 225°C まで高くなる場合があります。
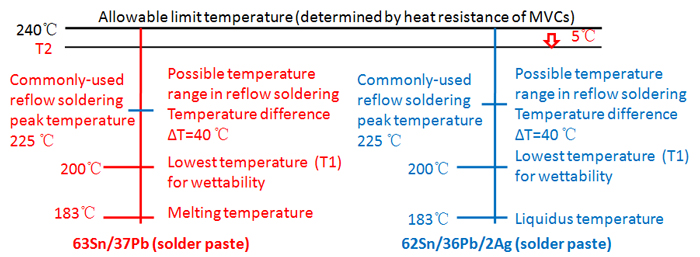
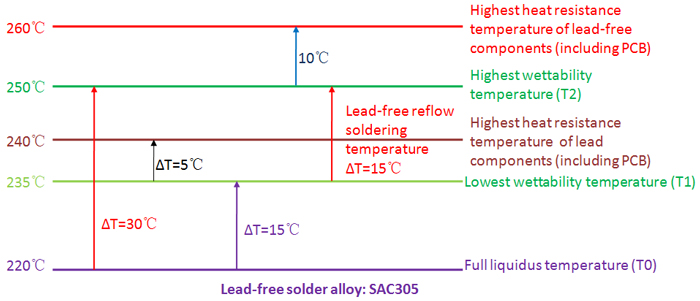
・鉛フリーリフローはんだ付け
鉛フリーリフローはんだ付けに関して、実際のリフローはんだ付けにおいて最低ピーク温度が 235°C の場合、最高ピーク温度は基板上の温度差(ΔT)によって決定されます。しかしこの温度差(ΔT)は、PCB のサイズ、基板厚、層数、部品配置、銅箔分布、部品サイズおよび熱容量によって決まります。大型で厚く、かつ大型で複雑な部品が実装された PCB では、典型的な ΔT は 20°C~25°C にも達します。その結果、予熱およびリフローはんだ付け時間を延長するために、ピーク温度はできるだけ低く抑える必要があります。これは次の図に示されています。
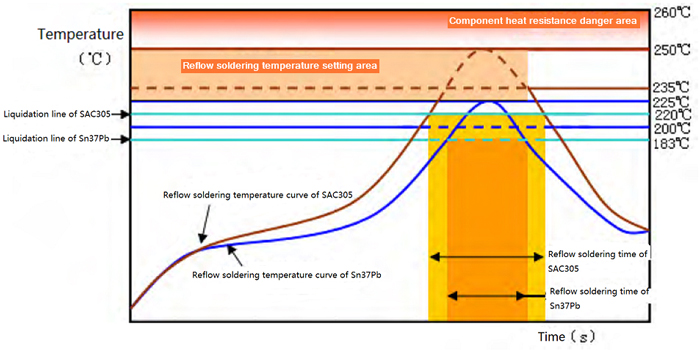
リフローはんだ付けの時間‐温度曲線
鉛入りと鉛フリーのリフローはんだ付けにおける時間‐温度曲線の比較を、以下の図に示します。
鉛入りおよび鉛フリーリフローはんだ付けにおける自己整合能力の比較
・鉛リフローはんだ付け
鉛入りはんだペースト(Sn37Pb、Sn36Pb2Ag)がPCBに使用される場合表面仕上げHASL Sn37Pb またはOSP組み立てられた部品がパッドから50%ずれていても、セルフアライメントは十分に実現できます。
・鉛フリーリフローはんだ付け
a. リフローはんだ付けにおいて空気が関与する場合、PCBパッド表面処理がENIGおよびOSPで、はんだ接合部がSAC305である条件のもと、SAC305はんだペーストが適用される。実装された部品がパッドから25%ずれていても、セルフアライメントは良好に実現できる。
b. リフローはんだ付けに窒素が使用される場合、SAC305 はんだペーストが適用され、PCB パッド表面処理は ENIG および OSP、はんだ接合部は SAC305 となります。実装された部品がパッドから 50% ずれていても、セルフアライメントは良好に実現できます。
鉛および鉛フリーはんだ接合部における鉛除去手順の比較
ローマは一日にして成らず。完全なSnPbはんだ付けシステムから完全な鉛フリーはんだ付けシステムへ、ただ一歩で移行して完全な転換を達成することは決してできない。鉛と鉛フリー要素が共存する移行期間のプロセスが不可欠である。これは、電子機器製造業界の各部門が、鉛フリー化のスケジュールや技術的準備において足並みをそろえることができないためである。その結果、この移行期間のプロセスにおいては、はんだ付け不良が発生しやすくなる。
・前方互換性
例えば、リードフリーのSACはんだペーストを用いてリード付きBGA(ボール・グリッド・アレイ)のはんだ接合を行う場合、前方互換性の問題が生じる。これは、部品供給業者のリードフリー化スケジュールが、PCBメーカーのそれより遅れているという事実に起因する。このような状況では、BGAのはんだ接合部が先に溶融し、まだ合金が溶けていないはんだペースト上を覆うことになり、その結果、リードはんだボールの大きな崩れや酸化が発生する。そのため、はんだペースト中のフラックス溶剤や汚染物質を排出しにくくなり、空隙や内部の非金属スラグ介在物が生成されるが、これは許容されない。
・下位互換性
鉛フリーはんだを鉛入りはんだペーストと併用する必要がある場合、下位互換性の問題が発生します。パッド上に塗布されたはんだペースト(SnPb)は溶融しますが、SACはんだボールはまだ溶融していません。完全には溶けていないはんだボールの結晶粒界に、鉛が拡散していきます。SACはんだボール内で鉛がどこまで拡散するかは、リフロー温度をどれだけ高く設定するか、およびはんだペースト中のSnPbはんだがどれだけ早く溶融するかに依存します。その結果、はんだ接合部は不均一で不安定になります。
より高い品質と信頼性を持つはんだ接合部を得るためには、SACはんだボールが完全に溶融し、SnPbはんだペースト中の鉛が溶融したSACはんだボールと完全に混合されるように、リフローの時間‐温度曲線を再設定する必要があります。
鉛入りおよび鉛フリーリフローはんだ付け工程における冷却速度の比較
・鉛リフローはんだ付け
鉛入りリフローはんだ付けのピーク温度は鉛フリーリフローはんだ付けよりも低く、はんだ付けされたデバイスによる蓄積熱もそれほど高くないため、冷却ユニットの冷却速度は 3~4°C/s を維持できれば十分です。
・鉛フリーリフローはんだ付け
鉛フリーリフローは高温で、かつ多くの熱を蓄積するため、はんだ接合部が長時間冷却・凝固せず、結晶粒が粗大化するのを防ぐには、冷却を加速させることで偏析を抑制することも有効である。したがって、リフロー装置の冷却部には、はんだ接合部の温度を迅速に低下させることができるよう、より高い冷却速度が求められる。冷却速度は通常、5~6℃/s とすることが要求される。
冷却速度がクリープ耐性に及ぼす影響
・鉛フリーはんだの冷却速度がクリープ耐性に及ぼす影響
a. 冷却速度の向上は、急速冷却によって微細組織が変化するため、デバイスのクリープ抵抗を増加させる。急速冷却によって形成される小さなデンドライトと、基板中の Ag3Sn 粒子は、接点開離耐性を強化し、その結果、はんだ接合部のクリープ抵抗が向上する。
b. 緩冷却により結晶粒子が成長し、これが亀裂の発生および進展を引き起こしやすくなる。SnAg のクリープ抵抗の向上は、主に強化機能を持つ割り当て粒子を分散させることによって達成される。
・鉛はんだの冷却速度がクリープ耐性に及ぼす影響
SAC合金とは異なり、鉛共晶はんだが急速冷却されると、鉛は球状を呈し、冷却速度を速めることであらゆる相が微細化されます。しかし、相違点として、SnAgおよびSAC合金中では、鉛はSn母材よりも硬度が低く、Agよりも多く含有されているという特徴があります。
PCBCartは、PCBアセンブリ向けに鉛はんだ付けおよび鉛フリーはんだ付けの製造技術を提供しています
さまざまなプロジェクトには、それぞれ異なるはんだ付け技術が必要であることを理解しています。お客様のあらゆるご要望にお応えするため、当社ではプリント基板実装において、鉛入りはんだ付けと鉛フリーはんだ付けの両方の製造技術を提供しています。 PCBアセンブリの費用がいくらかかるか知りたいですか?以下のボタンをクリックしてPCBAのお見積りをご依頼ください。費用は一切かかりません!
役立つリソース
•フル機能PCB製造サービス
•複数の付加価値オプションを備えた高度なPCBアセンブリサービス
•鉛フリーPCB製造技術の紹介
•PCBAにおける鉛はんだ付けと鉛フリーはんだ付けの製造手順の比較
•鉛入りおよび鉛フリーはんだ付けに用いられるはんだ付け技術の比較
•鉛入りはんだ接合部と鉛フリーはんだ接合部の信頼性比較