KeranaBGA (Susunan Grid Bebola)bebola pateri tersembunyi di bawah badan, agak sukar untuk memeriksa prestasi mereka. Sehingga kini,Pemeriksaan X-ray Automatikdigunakan untuk membantu mendedahkan kecacatan bebola pateri BGA termasuk rongga, anjakan, jambatan, pateri sejuk dan sebagainya. Setelah kecacatan ditemui, kerja pembaikan perlu dilaksanakan. Namun, kerja pembaikan sentiasa menelan kos yang tinggi, yang sama sekali TIDAK diingini oleh OEM. Oleh itu, perkara yang paling utama ialah menjamin kualiti bebola pateri BGA dengan berkesan menghentikan kecacatan pateri daripada terhasil. Jadi, artikel ini akan membincangkan elemen-elemen utama yang perlu dikuasai dalam proses pemasangan SMT.
Perlu dinyatakan bahawa semua petua ini dirumuskan berdasarkan pengalaman pembuatan di bengkel PCBCart. PCBCart telah berkhidmat kepada industri elektronik global selama 20 tahun. Sehingga kini, kami telah berkhidmat kepada lebih daripada 10,000 pelanggan dari lebih 80 negara dan wilayah di seluruh dunia dengan PCB kosong dan PCB pemasangan BERPENGEBILAN TINGGI dan KOS RENDAH yang telah digunakan secara meluas dalam pelbagai bidang merangkumi penjagaan perubatan, kawalan industri, pengangkutan, ketenteraan, aeroangkasa, IoT dan lain-lain.
Pembuatan PCB + Pemasangan PCB Di Bawah Satu Bumbung
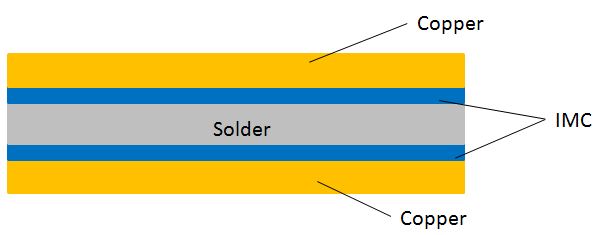
Apabila pateri dipanaskan ke suhu melebihi takat leburnya, lapisan oksida pada permukaan kuprum pad akan dibersihkan di bawah pengaktifan fluks. Pada masa yang sama, kedua-dua permukaan kuprum dan zarah logam dalam pateri boleh diaktifkan pada tahap yang mencukupi. Pateri cair akan membasahi permukaan pad yang telah dibersihkan oleh fluks dengan tindak balas resapan kimia yang terhasil. Akhirnya, IMC (Sebatian Antara Logam) terbentuk secara langsung pada permukaan pateri dan pad.
Pemasangan SMT terutamanya terdiri daripada langkah-langkah berikut:
• Percetakan Pes Tampal Solder;
•SPI (Pemeriksaan Pes Tampal Solder)(Opsyenal);
• Pemasangan Cip;
• Pematerian Alir Balik;
•Pemeriksaan Optik Automatik (AOI);
• AXI (Pilihan);
• Kerja semula (Pilihan).
Untuk mengoptimumkan pematerian BGA dalam proses SMT, langkah-langkah penting perlu diambil sebelum dan semasa proses pematerian. Oleh itu, perbincangan akan dipaparkan dari dua aspek: sebelum pematerian dan semasa pematerian.
Sebelum Memateri
a. Penyediaan Papan PCB
Pertama, kemasan permukaan yang betul harus dipilih supaya serasi dengan keperluan projek atau produk. Terdapat beberapa jenis kemasan permukaan yang tersedia danpengenalan dan perbandingan kemasan permukaanharus jelas dalam fikiran anda. Sesetengah produk memerlukan keperluan ROHS dan kemasan permukaan bebas plumbum, HASL bebas plumbum, ENIG bebas plumbum atau bebas plumbumOSPboleh digunakan.
Kedua, PCB hendaklah disimpan dan digunakan dengan betul. PCB perlu dibungkus dalam keadaan vakum dan bekas tersebut hendaklah mengandungi beg penghalang lembapan serta kad penunjuk sensitif lembapan. Kad penunjuk ini membolehkan pemeriksaan sama ada kelembapan berada dalam julat kawalan dilakukan dengan mudah dan menjimatkan. Warna pada kad boleh dilihat untuk mengetahui tahap kelembapan di dalam beg dan kesan bahan pengering. Sebaik sahaja kelembapan di dalam beg melebihi atau menyamai nilai penunjuk, bulatan yang sepadan akan bertukar menjadi merah jambu.
Ketiga, PCB hendaklah dibakar dan/atau dibersihkan. Proses pembakaran boleh dilaksanakan pada PCB untuk mengelakkan kelembapan daripada menyebabkan kecacatan pematerian. Pembakaran boleh dijalankan pada suhu 110±10℃ selama dua jam. Selain itu, permukaan PCB mungkin dilitupi habuk semasa proses pergerakan dan penyimpanan PCB. Oleh itu, adalah sangat penting untuk membersihkan PCB dengan teliti sebelum pemasangan. Di PCBCart, pembersih ultrasonik digunakan pada PCB yang telah dipasang untuk memastikan ia benar-benar bersih. Hasilnya, kebolehpercayaan papan dapat dipastikan dengan ketara.
Prototip PCB Quickturn pada Kos Rendah
b. Penyediaan BGA
Sebagai sejenis komponen sensitif kelembapan, BGA perlu disimpan dalam persekitaran yang bersuhu malar dan kering. Kakitangan operasi hendaklah mematuhi prosedur operasi yang ketat sepanjang keseluruhan proses supaya komponen tidak terjejas. Secara umumnya, komponen BGA hendaklah disimpan dalam kabinet penghalang lembapan dengan suhu dalam julat 20 hingga 25℃ dan kelembapan kira-kira 10%. Selain itu, adalah lebih baik jika bergantung pada nitrogen.
Komponen BGA perlu dibakar (baking) sebelum pematerian dan suhu pematerian tidak boleh melebihi 125℃ kerana suhu yang terlalu tinggi boleh menyebabkan pengubahsuaian struktur metalografi. Apabila komponen memasuki fasa pematerian reflow, lebih mudah berlakunya pemisahan antara bebola pateri dan pakej komponen, sekali gus mengurangkan kualiti pematerian SMT. Jika suhu pembakaran terlalu rendah, kelembapan akan sukar disingkirkan. Oleh itu, disarankan komponen dibakar sebelum pemasangan SMT supaya kelembapan dalaman di dalam BGA dapat disingkirkan tepat pada masanya. Selain itu, rintangan haba BGA juga dapat dipertingkatkan. Tambahan pula, BGA perlu disejukkan selama setengah jam selepas dibakar dan sebelum dimasukkan ke talian pemasangan SMT.
Semasa Memateri
Sebenarnya, bukan mudah untuk mengawal pematerian reflow, jadi adalah sangat penting untuk mendapatkan profil suhu reflow yang optimum bagi mencapai prestasi tinggi komponen BGA.
a. Zon Pramemanasan
Fasa pra-pemanasan menyaksikan kenaikan suhu yang berterusan pada PCB dan mengaktifkan fluks untuk diaktifkan. Secara umum, kenaikan suhu harus dikawal pada kadar yang stabil untuk mengelakkan PCB daripada berubah bentuk akibat pemanasan yang cepat. Kenaikan suhu yang ideal harus dikawal di bawah 3℃/s dan kenaikan suhu yang ideal ialah 2℃/s. Jangkamasa harus dikawal antara 60 dan 90 saat.
b. Zon Rendaman Terma
Zon rendaman terma menyaksikan pem挥发an fluks. Suhu perlu dikekalkan dalam julat 150℃ hingga 180℃ selama 60 hingga 120 saat supaya fluks dapat meruap sepenuhnya. Kadar kenaikan suhu biasanya berada dalam julat 0.3 hingga 0.5℃/s.
c. Zon Reflow
Suhu zon reflow akan melepasi suhu lebur dalam zon ini dengan pes pateri cair menjadi cecair. Dalam fasa ini, suhu di atas 183℃ perlu dikekalkan selama 60 hingga 90 saat. Sama ada masa terlalu singkat atau terlalu lama berkemungkinan menyebabkan masalah kualiti pematerian. Oleh itu, adalah amat penting untuk mengawal jangka masa pada suhu 220±10℃. Biasanya, masa perlu dikawal dalam julat 10 hingga 20 saat.
d. Zon Penyejukan
Dalam zon penyejukan, pes pateri mula mengeras dengan komponen dipasang kukuh pada PCB. Selain itu, penurunan suhu perlu dikawal supaya tidak terlalu tinggi, secara amnya di bawah 4℃/s. Penurunan suhu yang ideal ialah 3℃/s. Penurunan suhu yang terlalu tinggi akan menyebabkan PCB berubah bentuk, sekali gus mengurangkan kualiti pematerian BGA dengan ketara.
Selagi keperluan yang dibincangkan di atas dipenuhi, komponen BGA akan dipateri pada PCB dengan kualiti yang tinggi. PCBCart mengkhusus dalam perkhidmatan sehentiPerakitan PCBdan padang jarak terkecil BGA yang boleh kami kendalikan ialah 0.35mm. Selain itu, pemeriksaan yang ketat dilaksanakan untuk memastikan prestasi dan kebolehpercayaan produk, termasuk AOI dan AXI.
Dapatkan Sebut Harga Segera untuk Perkhidmatan Lengkap Pemasangan PCB Sekarang