ในกระบวนการผลิตซิลค์สกรีนมาส์กของแผงวงจรพิมพ์ (PCB) ได้มีการประยุกต์ใช้เทคนิคการพิมพ์ซิลค์สกรีนมาส์กเหลวแบบต่อเนื่องสองด้านของ PCB ด้วยเตียงตะปูอย่างแพร่หลาย เนื่องจากมีความแตกต่างกันค่อนข้างมากระหว่างแผงวงจรพิมพ์ในด้านการออกแบบ เช่น ความหนา การกระจายลายวงจร เส้นผ่านศูนย์กลางของรู via และการกระจายตัวของรู via การผลิตเตียงตะปูสำหรับการพิมพ์ซิลค์สกรีนจึงเป็นเรื่องที่ยากมาก หากการกระจายตัวของตะปูทองแดงบนเตียงตะปูไม่มีความเหมาะสม ก็จะทำให้ความสม่ำเสมอของความหนาซิลค์สกรีนมาส์กเสียไปได้ง่าย ผลลัพธ์ที่ไม่ดีที่ตามมาคือ ความคลาดเคลื่อนของสีบนผิวซิลค์สกรีนมาส์ก การสร้างภาพซิลค์สกรีนมาส์กที่ไม่ดี หรือสะพานประสานที่มีค่าความต้านทานขาด ทำให้ต้องมีการแก้ไขงานหรือทิ้งงาน ดังนั้นจึงจำเป็นต้องจัดทำข้อกำหนดโดยละเอียดเกี่ยวกับการเชื่อมตะปูในกระบวนการพิมพ์ซิลค์สกรีนมาส์ก เพื่อให้มั่นใจในคุณภาพของเตียงตะปู
การวิเคราะห์ทฤษฎี
การพิมพ์ซิลค์สกรีนมาร์กป้องกันบัดกรีแบบสองด้าน หมายถึงกระบวนการที่มาร์กป้องกันบัดกรีชนิดเหลวถูกพิมพ์ลงบนด้านหนึ่งของแผ่น PCB ก่อน จากนั้นจึงพิมพ์มาร์กป้องกันบัดกรีชนิดเหลวลงบนอีกด้านหนึ่งโดยใช้เตียงตะปูสำหรับการพิมพ์ซิลค์สกรีน ดังนั้นจึงสามารถทำการพิมพ์มาร์กป้องกันบัดกรีทั้งสองด้านของแผ่น PCB ได้อย่างต่อเนื่อง ทำให้สามารถลดเวลาแช่ค้างและเวลาให้ความร้อนได้เพื่อปรับปรุงการผลิตแผงวงจรพิมพ์ประสิทธิภาพ
ในการผลิตเตียงตะปูสำหรับพิมพ์ซิลค์สกรีน ควรติดตั้งตะปูรองรับในตำแหน่งที่แผ่นฐานด้านล่างของเตียงตะปูสามารถเข้ากันได้กับแผงวงจรพิมพ์ขอบหรือผ่านตำแหน่งต่าง ๆ ความซับซ้อนของกระบวนการผลิตทำให้มีข้อกำหนดด้านเทคโนโลยีค่อนข้างสูง จึงจำเป็นต้องดำเนินการโดยคนงานที่มีประสบการณ์ ซึ่งยังคงมีโอกาสเกิดข้อผิดพลาดได้ เช่น การเชื่อมตะปูไม่ครบ ความหนาแน่นของการกระจายตะปูต่ำ และความคลาดเคลื่อนของตำแหน่งการกระจายตะปู เมื่อพวกเขาต้องจัดการกับแผ่นวงจรที่มีความซับซ้อนสูงหรือแผ่นวงจรรุ่นใหม่
ดังนั้นจึงมีความจำเป็นต้องวิเคราะห์อิทธิพลต่อการพิมพ์ซิลด์มาสก์บนแผ่น PCB ที่เกิดจากแท่นตะปูซิลค์สกรีนซึ่งมีความหนาแน่นการกระจายตัวของตะปูแตกต่างกัน เพื่อให้ได้ข้อกำหนดการกระจายตัวของตะปูบนแท่นพิมพ์ซิลด์มาสก์ซิลค์สกรีนที่เหมาะสม อันจะช่วยเพิ่มประสิทธิภาพการผลิตแท่นตะปูและคุณภาพการพิมพ์ซิลค์สกรีนซิลด์มาสก์แบบสองด้าน
การออกแบบการทดลอง
• ปัจจัยการทดลองและการออกแบบแนวนอน
สำหรับความหนาแน่นการกระจายของตะปูสามแบบ (ระยะห่าง 5.0 ซม., 8.0 ซม., 10.0 ซม.) และความหนา PCB (0.8 มม., 1.5 มม., 2.0 มม.) ได้ทำการทดลองโดยการจับคู่ไขว้ และออกแบบการทดลองดังแสดงในตารางที่ 1
|
ทดสอบเลขที่
|
หมายเลขบอร์ด
|
ความหนาของแผ่น
|
ความหนาแน่นของการเชื่อมตะปู
|
| 1 |
1#, 2# |
0.8มม. |
5.0ซม. |
| 2 |
3#, 4# |
8.0ซม. |
| 3 |
5#, 6# |
10.0ซม. |
| 4 |
7#, 8# |
1.5 มม. |
5.0ซม. |
| 5 |
9#, 10# |
8.0ซม. |
| 6 |
11#, 12# |
10.0ซม. |
| 7 |
13#, 14# |
2.0มม. |
5.0ซม. |
| 8 |
15#, 16# |
8.0ซม. |
| 9 |
17#, 18# |
10.0ซม. |
• การผลิตเตียงเล็บ
ใช้แผ่นทองแดงเปล่าที่มีขนาด 457 มม. x 610 มม. เป็นแผ่นฐานของเตียงตะปู โดยตะปูทองแดงถูกจัดวางอย่างสม่ำเสมอในรูปแบบเมทริกซ์ พร้อมติดเทปใสสีเขียวเพื่อยึดให้แน่น ระยะห่างระหว่างตะปูทองแดงคือ 5.0 ซม., 8.0 ซม. และ 10.0 ซม. ตามลำดับ บนเตียงตะปูที่มีระยะห่างการจัดวางตะปูแตกต่างกัน ระยะห่างระหว่างตะปูด้านนอกกับขอบของแผ่นฐานด้านล่างจะต้องมีความสมมาตรในแนวตั้งและแนวนอน เพื่อให้มั่นใจว่าจะไม่เกิดความแตกต่างของความหนาเนื่องจากตำแหน่งตะปูทองแดงที่ไม่ถูกต้องในกระบวนการพิมพ์สกรีน
ยกตัวอย่างระยะห่าง 5 ซม. ความยาวด้านสั้นของแผ่นทองแดงคือ 45.7 ซม. โดยมีการตอกตะปู 9 ตัวในแต่ละแถว และมีระยะห่างแนวนอน 2.8 ซม. ในขณะที่ด้านยาวของแผ่นทองแดงมีการตอกตะปู 11 ตัวในแต่ละแถว สรุปแล้วต้องใช้ตะปูทั้งหมด 99 ตัว ตารางที่ 2 แสดงการเปรียบเทียบระหว่างจำนวนตะปูทองแดงและระยะห่าง โดยมีตัวเลือกความหนาแน่นการกระจายของทองแดงสามระดับ
|
ขนาดกระดาน
|
ขนาดอาร์เรย์
|
ระยะห่าง
|
จำนวนตะปูตามด้านสั้น
|
จำนวนตะปูตามด้านยาว
|
ปริมาณรวมของตะปูทองแดง
|
| 457x610มม. |
40x50ซม. |
5.0ซม. |
9 |
11 |
99 |
| 40x48ซม. |
8.0ซม. |
6 |
7 |
42 |
| 40x50ซม. |
10.0ซม. |
5 |
6 |
30 |
• การผลิตแผงทดสอบ
แผ่นทองแดงเปล่าขนาด 17''x23'' ใช้ความหนาของแผ่น 0.8 มม., 1.5 มม. และ 2.0 มม. แผ่นแต่ละประเภทที่มีความหนาต่างกันควรจัดเตรียมไว้ชนิดละ 6 แผ่น และความหนาของชั้นทองแดงคือ 1oz พร้อมมุมโค้งมน (fillet) โดยใช้หมึกมาสก์ประสานเหลวสีเขียวซึ่งเป็นชนิดที่ใช้กันอย่างแพร่หลายเป็นตัวอย่าง พารามิเตอร์การพิมพ์ซิลค์สกรีนแสดงไว้ในตารางที่ 3 ด้านล่าง
|
ข้อมูลประเภทตาข่าย
|
43T |
|
ประเภทหมึก
|
780H |
|
ความหนืดของหมึก
|
140dPa•s |
|
ระยะห่างของตาข่าย
|
5 มม. |
|
แรงกดในการพิมพ์ซิลค์สกรีน
|
0.49MPa |
|
ความเร็วในการพิมพ์ซิลค์สกรีน
|
6Hz |
|
จำนวนมีดพิมพ์ซิลค์สกรีน
|
2 |
• วิธีการสะสมข้อมูล
เครื่องทดสอบความหนาฟิล์มเปียกถูกนำมาใช้สำหรับการวัดความหนาของซอลเดอร์มาสก์ เนื่องจากตำแหน่งทดสอบอยู่ตามแนวเส้นทแยงของหมุดทองแดง ความแตกต่างของระยะห่างระหว่างหมุดทองแดงจึงทำให้เกิดความแตกต่างของเมทริกซ์ทดสอบและจุดทดสอบ ยกตัวอย่างเตียงหมุดที่มีระยะห่าง 5 ซม. เมทริกซ์ความหนาฟิล์มเปียกสำหรับการทดสอบจะแสดงไว้ในตารางที่ 4 ด้านล่าง
|
ด้านสั้น
|
(17x25.4-15)/50=8.36 |
ได้รับตะปูทองแดงไม่เกิน 8 ตัว |
ตะปูทองแดงขนาด 8x8
ของอาร์เรย์ |
|
ด้านยาว
|
(23x25.4-55)/50=10.54 |
ได้รับตะปูทองแดงไม่เกิน 10 ตัว |
|
|
จำนวนจุดทดสอบ
|
4x(8-1)+1=29 |
แต่ละบอร์ดควรมีจุดทดสอบ 29 จุด |
|
เมื่อกำหนดระยะห่างระหว่างตะปูทองแดงเป็น 5.0 ซม. จะสามารถจัดวางตะปูทองแดงได้เพียง 8x8 ตัว โดยจากเงื่อนไขนี้ สามารถแสดงให้เห็นตารางการจัดเรียงที่มีขนาดใหญ่ที่สุดที่สามารถวัดได้สำหรับระยะห่างระหว่างตะปูทองแดงแบบอื่นและจำนวนจุดทดสอบได้ในตารางที่ 5 ด้านล่าง
|
ระยะห่าง
|
ทดสอบขนาดอาร์เรย์
|
จำนวนตะปูทองแดง
บนเส้นทแยงมุม
|
จำนวนของ
จุดทดสอบ
|
จำนวนของ
จุดทดสอบ
|
หมายเลขสรุป
ของคะแนน
|
จำนวนทั้งหมด
ของคะแนน
|
| 5.0ซม. |
35x35ซม. |
8 |
29 |
58 |
174 |
354 |
| 8.0ซม. |
32x32ซม. |
5 |
17 |
34 |
๑๐๒ |
|
| 10.0ซม. |
30x30ซม. |
4 |
13 |
26 |
78 |
|
เพื่อให้ได้มาซึ่งข้อมูลความหนาของหมึกแห้ง ได้เตรียมแผ่นรองเล็บขนาด 5.0 ซม. จำนวน 1 ชิ้น และแผ่นบอร์ดสำหรับแต่ละประเภทอย่างละ 1 แผ่น ข้อมูลความหนาของหมึกแห้งถูกอ่านภายในหมวดการทดสอบการวัดความหนาของฟิล์ม วิธีการสะสมข้อมูลการทดลองหลักแสดงไว้ในตารางที่ 6 ด้านล่าง
|
ชนิดข้อมูล
|
วิธีการสะสม
|
ปริมาณข้อมูล
|
บันทึก
|
| ความหนาของฟิล์มเปียก |
เครื่องทดสอบความหนาฟิล์มเปียก |
354 คะแนน |
ทดสอบความหนาฟิล์มเปียก
ภายใน 30 นาทีหลังจากการพิมพ์สกรีน
ซอลเดอร์มาสก์ |
| ความหนาของหมึกแห้ง |
การสังเกตด้วยกล้องจุลทรรศน์ |
5×3×3=45 |
มีการวัด 5 จุดสำหรับระยะห่างการจัดเรียงตะปูและความหนาของแผ่นกระดานที่แตกต่างกัน |
การวิเคราะห์ผลการทดลอง
• ความสม่ำเสมอของหมึกสำหรับระยะห่างการกระจายตะปูที่แตกต่างกัน
จากการวิเคราะห์ความหนาของซอลเดอร์มาสก์การพิมพ์บนเตียงเล็บสำหรับระยะห่างการกระจายของเล็บที่แตกต่างกัน สามารถคำนวณความสม่ำเสมอของความหนาซอลเดอร์มาสก์ได้ตามสมการต่อไปนี้:
ผลการวิเคราะห์แสดงไว้ในตารางและรูปด้านล่าง
|
ระยะห่างการกระจายของตะปูบนแผ่นรองเล็บ
|
ความหนาฟิล์มเปียก (หน่วย: ไมโครเมตร)
|
ความหนาของแผ่นบอร์ด
|
|
0.8มม.
|
1.5 มม.
|
2.0มม.
|
| 5.0ซม. |
แม็กซ์ |
29 |
29 |
31 |
| มิน |
36 |
38 |
39 |
| แย่ |
7 |
9 |
8 |
| เฉลี่ย |
32.7 |
34.3 |
36.1 |
| ความสม่ำเสมอ |
11% |
13% |
11% |
| 8.0ซม. |
แม็กซ์ |
30 |
32 |
32 |
| มิน |
42 |
39 |
39 |
| แย่ |
12 |
7 |
7 |
| เฉลี่ย |
34.7 |
35.5 |
36.2 |
| ความสม่ำเสมอ |
17% |
10% |
10% |
| 10.0ซม. |
แม็กซ์ |
34 |
30 |
28 |
| มิน |
48 |
36 |
36 |
| แย่ |
14 |
6 |
8 |
| เฉลี่ย |
36.9 |
33.7 |
34.4 |
| ความสม่ำเสมอ |
19% |
9% |
12% |
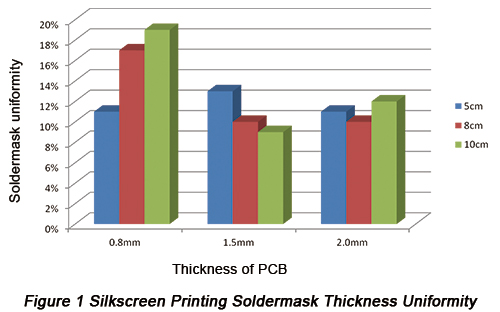
ผลลัพธ์สามารถสรุปได้ดังต่อไปนี้:
a. สำหรับบอร์ดที่มีความหนา 0.8 มม. ความหนาของหมึกซิลค์สกรีนของเตียงตะปูที่มีระยะห่าง 5.0 มม. ระหว่างตะปูทองแดงสามารถสูงถึง 11% ซึ่งดีกว่าที่ระยะ 8.0 ซม. และ 10.0 ซม.
b. สำหรับบอร์ดที่มีความหนา 1.5 มม. และ 2.0 มม. ความหนาของหมึกซิลค์สกรีนของแท่นตะปูที่มีระยะห่างระหว่างตะปูทองแดง 5.0 ซม., 8.0 ซม. และ 10.0 ซม. แทบจะเท่ากัน
c. การลดระยะห่างระหว่างเตียงตะปูอย่างเหมาะสมช่วยให้ความสม่ำเสมอของความหนาหมึกบนแผ่นบางดีขึ้นอย่างชัดเจน
• แนวโน้มการเปลี่ยนแปลงความหนาฟิล์มเปียกของจุดทดสอบทั้งหมด
จากการวิเคราะห์กฎการเปลี่ยนแปลงความหนาของหมึกในแต่ละจุดทดสอบ พบว่าการลดระยะห่างการกระจายของหมุดนำไปสู่ผลลัพธ์ดังต่อไปนี้เพื่อปรับปรุงความสม่ำเสมอของความหนามาสก์บัดกรี:
a. ความหนาของฟิล์มเปียกมีการเปลี่ยนแปลงตามตำแหน่งที่ทำการทดสอบ ที่ตำแหน่งซึ่งมีตะปูทองแดงรองรับอยู่ด้านล่าง เช่น 1, 5, 9, 13, 21, 25, 29 ความหนาของฟิล์มเปียกจะแสดงเป็นค่าต่ำสุดในหมวดนั้น ๆ ส่วนที่ตำแหน่งซึ่งอยู่ห่างจากตัวยึดตะปูทองแดง เช่น 3, 7, 11 (12), 15, 19 (20) ความหนาของฟิล์มเปียกจะแสดงเป็นค่าสูงสุดในหมวดนั้น ๆ
b. บริเวณที่มีตะปูทองแดงค้ำยัน ความหนาฟิล์มเปียกจะค่อนข้างต่ำ โดยพื้นผิวแผ่นไม่มีการลดระดับที่เห็นได้ชัด ในขณะที่บริเวณที่อยู่ห่างจากตะปูทองแดงค้ำยัน ความหนาฟิล์มเปียกจะค่อนข้างสูง
c. แผ่นบางจะเกิดการเปลี่ยนรูปค่อนข้างมากในระหว่างกระบวนการพิมพ์ซิลค์สกรีน ในขณะที่แผ่นหนาจะเกิดการเปลี่ยนรูปค่อนข้างน้อย ดังนั้นแผ่นหนาที่มีความหนา 1.5 มม. และ 2.0 มม. จึงมีผิวหน้าที่ค่อนข้างเรียบ
• ความสัมพันธ์ระหว่างความหนาของฟิล์มเปียกกับตำแหน่งการวัดและจุดรองรับ
ความสัมพันธ์ระหว่างความหนาของฟิล์มเปียกกับตำแหน่งการวัดและจุดรองรับสามารถสรุปได้ดังนี้:
a. สำหรับระยะห่างที่แตกต่างกันระหว่างการกระจายของตะปู ความหนาของหมึกบนแผ่นที่มีความหนาต่างกันจะเพิ่มขึ้นตามการเพิ่มขึ้นของระยะห่างระหว่างจุดทดสอบกับตะปูทองแดง
b. ยิ่งแผ่นบอร์ดหนามากเท่าใด การเปลี่ยนแปลงก็จะยิ่งน้อยลงเมื่อมีการปรับปรุงในด้านระยะห่างระหว่างจุดทดสอบกับตะปูทองแดง ดังนั้น ความแข็งแกร่งของแผ่นบอร์ดจึงค่อนข้างสูง และระยะห่างในการจัดวางสามารถทำให้ค่อนข้างกว้างได้
• การเปลี่ยนแปลงความหนาของหมึกแห้งบนผิวหน้าบอร์ด
การเปลี่ยนแปลงของความหนาหมึกแห้งบนผิวแผ่นสามารถสรุปได้ดังนี้ – แนวโน้มการเปลี่ยนแปลงของความหนาหมึกแห้งและความหนาฟิล์มเปียกมีความสอดคล้องกันโดยพื้นฐาน ซึ่งแสดงให้เห็นว่า ภายใต้เงื่อนไขการทดสอบเดียวกัน สามารถใช้ความหนาฟิล์มเปียกแทนความหนาหมึกแห้งได้ อย่างไรก็ตาม เนื่องจากผลการทดสอบความหนาฟิล์มเปียกได้รับอิทธิพลอย่างมากจากความหนืดของหมึก ความหนาของฟิล์มเปียกจึงควรวัดภายใน 15 นาทีหลังการพิมพ์สกรีน
บทสรุป
ด้วยแผ่นทองแดงเปล่าที่มีความหนา 0.8 มม., 1.5 มม. และ 2.0 มม. และแท่นตะปูที่มีระยะห่างระหว่างตะปูทองแดง 5.0 ซม., 8.0 ซม. และ 10.0 ซม. ความหนาของฟิล์มเปียกและหมึกแห้งถูกทดสอบผ่านการจับคู่แบบไขว้ โดยได้ข้อสรุปดังต่อไปนี้:
a. ความสม่ำเสมอของความหนาหมึกสามารถปรับปรุงให้ดีขึ้นได้อย่างชัดเจนเมื่อมีการเว้นระยะห่างระหว่างแท่นตะปูบนแผ่นบาง (ที่มีความหนา 0.8 มม. หรือน้อยกว่า)
b. ความหนาของฟิล์มเปียกและความหนาของหมึกแห้งคงที่ แสดงให้เห็นว่าสามารถยอมรับการวัดแบบออนไลน์โดยใช้เครื่องทดสอบความหนาฟิล์มเปียกและการตรวจสอบความหนาฟิล์มหมึกได้
แหล่งข้อมูลที่เป็นประโยชน์
•ข้อกำหนดการออกแบบแผ่นวงจร SMT ตอนที่สอง: การตั้งค่าการเชื่อมต่อระหว่างแผ่นรองกับลายทองแดง, รูทะลุ, จุดทดสอบ, มาสก์ประสาน และซิลค์สกรีน
•มาตรการที่มีประสิทธิผลในการปรับปรุงเทคโนโลยีการผลิตการอุดรูเวียด้วยซอลเดอร์มาสก์
•บริการผลิตแผงวงจรพิมพ์ (PCB) แบบครบทุกฟังก์ชันจาก PCBCart - ตัวเลือกเสริมเพิ่มมูลค่าหลากหลาย
•บริการประกอบแผงวงจรพิมพ์ขั้นสูงจาก PCBCart - เริ่มต้นเพียง 1 ชิ้น












